Чем варят сварщики. Как научиться правильно варить сваркой: подробная инструкция
Получить специальность сварщика можно после 2 лет обучения в профессиональном техучилище или колледже, в крайнем случае, можно пройти курсы. Для тех же, кто не хочет этим заниматься профессионально, а просто желает умело выполнять сварочные швы, поможет нижеприведенная подборка распространенных сварочных швов.
Инструменты для сварки
Покупка необходимого оборудования – немаловажная подготовка к успешному выполнению сварочных швов. Главным приспособлением для их создания является сварочный аппарат. Его вариации могут работать как от постоянного, так и от переменного тока. При работе на сварочном аппарате нужно приобрести электроды.Если применяется электродуговая сварка, то электроды при постоянном токе двигаются в одном направлении, которое определяется в соответствии с полярностью.
Существует несколько аппаратов для сварки:
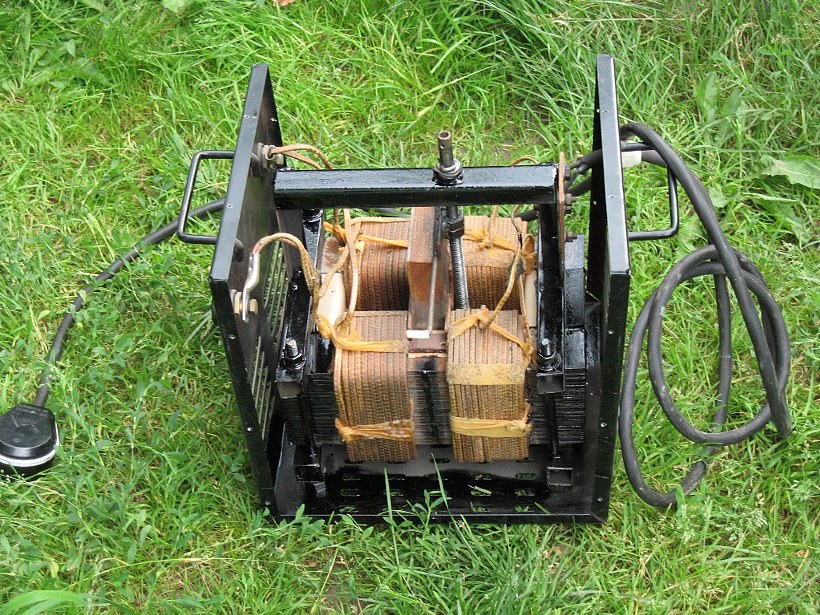
- Трансформатор . При помощи него электричество, поставляемое сетью, преобразовывается в переменный ток, необходимый для сварочного процесса . Если выбирать дешевый его вариант, то можно получить тяжелое устройство, с которым будут возникать трудности при транспортировке, а также высокое постоянство дуги и потеря напряжения при работе.
- Выпрямитель . Он преобразовывает переменный ток сети в постоянный для сварки. Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.
- Инвертор . Обеспечивает постоянный ток и напряжение для сварки. Это компактное устройство, в котором предусмотрена плавная регулировка тока, оно отличается от своих аналогов быстрым срабатыванием и легким зажиганием.
Сварочные инверторы нового поколения превосходят по точности, ранее применяемые для сварки трансформаторы, генераторы и выпрямители, на них полярность допускается устанавливать самостоятельно. Новичкам рекомендуются осваивать сварку с инверторов.
Успешное использование этих устройств зависит от правильного понятия полярности. Если выбрана прямая полярность, то провод с «минусом» идет на электрод, а с «плюсом» - на клемму «земля». При обратной полярности всё будет выполняться наоборот.
Сварочный аппарат обеспечивается током через провода с быстросъемными клеммами. Проводники должны быть выполнены из меди и изолированы, они проводят ток, а синтетическая пленка функционирует как сепаратор.
Электроды для сварки металла выполняются из сварочной проволоки . А вот для чугуна используется присадочная проволока с графитовым стержнем. Чугун в отличие от стали очень хрупкий материал, и его сварка должна проводиться холодным методом. При выполнении сварки нужно постоянно контролировать разогрев его поверхности, иначе могут возникнуть трещины. Шов выполняется не цельным, а урывками с обязательной проковкой.
Азы начинающего сварщика
Освоение сварочного дела начинается с тренировочных занятий на ненужных кусочках металла. Лучше запастись емкостью с водой, если вдруг из-за неопытности произойдет возгорание, то можно будет быстро устранить возгорание. При первых шагах нужно быть аккуратным и бдительным, даже если отскочит небольшая искра, этого будет достаточно, чтобы получить пожар:- На выбранном аппарате проверяется изоляция кабеля, правильность его заправки в держатель.
- Выставляется нужная величина тока, ориентируясь по диаметру электрода.
- Зажигается дуга, которую выставляют под наклоном в 60-70 градусов и медленно проводят по свариваемой поверхности. К детали прикасаются дугой, когда от электрода будут идти искры. Между дугой и электродом в процессе сварки нужно соблюдать расстояние в 5 мм. При работе электроды будут выгорать. Если при движении электрод будет прилипать к металлу, его нужно качнуть в сторону.
- Дуга с первого раза может не появиться, тогда увеличивается величина тока так, чтобы получилась дуга постоянной длиной в 5 мм.
- Когда получиться ее зажечь, нужно пробовать наплавить валик, стараясь собирать расплавленный металл к центру дуги.
Правильное выполнение вертикального сварочного шва (видео)
На приведенном ролике демонстрируют, как выполнять вертикальный шов на тонком металле, толщина которого составляет всего 2 мм.Для сварки применяются корейские электроды диаметром 2,6 мм. Обычно такие швы выполняют углом вперед, но так как используется профиль, на котором выполнен небольшой зазор, то работа будет проходить перпендикулярно или с небольшим противо уклоном. Для сравнения швов вначале половину зазора заваривают при 45 амперах, а затем переходят на 60 и 70. Через светофильтр видно, что сварка осуществляется с нижней части профиля. В результате получилось 2 шва. Как можно будет рассмотреть, при 70 амперах он получается более гладким и аккуратным.
Как варить потолочный шов электросваркой? (видео)
Эта разновидность сварочного шва выполняется на примере тонких пластин, для которых используются электроды УОНИ с основным покрытием.Вот инструкция к сварке:
- Первое движение электродом делается «елочкой», при этом нужно выполнять небольшие колебательные движения. При варке потолочного шва применяется ток 85 ампер, выполняется она без отрыва. Еще одним вариантом выполнения такого шва является движение электрода слегка назад, а затем вперед.
- После заваривания всех пластин переходят к выполнению полупотолочного углового шва, который проводят, начиная с небольшого шва и возврата, а затем используется все та же «елочка», выполняемая углом назад. Для углового шва нужно устанавливать более сильный ток в 90 ампер. Можно выполнять угловую сварку вторым методом, используя движения вперед-назад.
- Последние швы проводятся на нахлесточном соединении пластин. Это полупотолочный стык. Из-за того, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно с небольшим шагом, не заводя электрод сильно на нее, чтобы избежать подрывов. Движения на одном шве можно комбинировать. Ток остается тот же - в 90 ампер.
На нахлесточном шве видно, что при выполнении широких движений электродом образуются подрезы из-за тонкой платины. Вначале швов имеются поры, которые возникли в результате плохой зачистки металла.
Видео-урок выполнения сварочных швов для начинающих
Умение варить швы характеризуется их красотой и качеством. Чтобы выполнять эти требования нужно, обладать определенными навыками. Их можно приобрести только с опытом. А для начинающих сварщиков-самоучек нет лучшего пособия, чем видео профессионала, в котором по полочкам разложено, как правильно и надежно варить швы.Зазор между трубами равен 2 миллиметрам. Плавка по трубе будут осуществлять с отрывом, используя электроды с рутиловым покрытием. Сварка проводится углом назад, точечно без отрыва электрода, в одно и то же место, пока не сформируется валик. Реальный ток в аппарате будет примерно 110 ампер. Ход выполнения сварки демонстрируется через светофильтр и при дневном свете. Перед выполнением шва электрод немного нужно прогнуть, чтобы было удобней варить. При рассмотрении шва, выполненного при светофильтре после отбивания шлака видно, что он образует ровный наплыв, только в месте замка автор ролика усиливает его дополнительной каплей.
Главным условием получения красивых поворотных швов является применение подходящего метода сварки и расположение дуги.
После покупки необходимого инструмента и правильного выполнения подготовительных работ можно самостоятельно выполнять приведенные в статье швы. А правильность их создания можно контролировать сравнением с представленными примерами в видео-уроках от профессионалов сварочного дела.
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
С чего начать - подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.

Перед работой необходимо подготовить защитную экипировку, в состав которой входит специальная маска со светофильтром, замшевые перчатки и одежда с длинным рукавом, а так же необходимые инструменты
Технология сварочного процесса
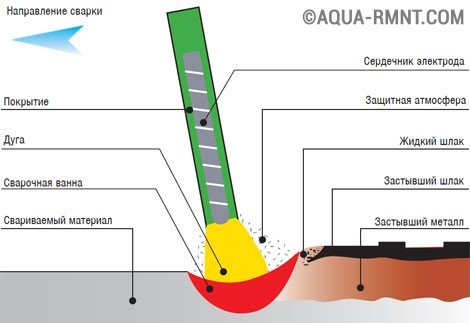
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет . Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
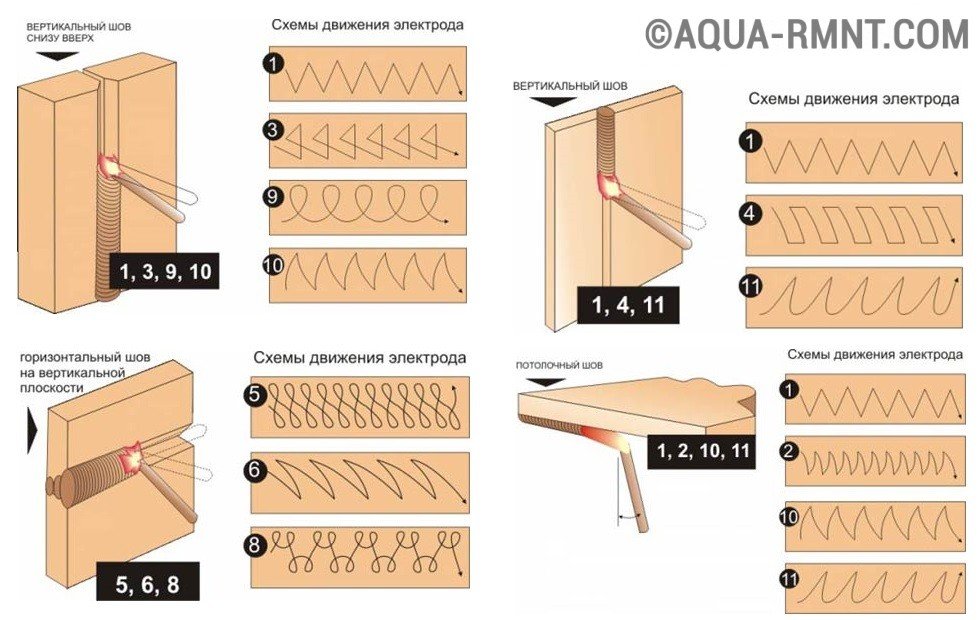
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
- Тщательно очищаем деталь.
- Если торцы трубы деформированы, обрезаем или выправляем их.
- Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.

Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Электродуговая сварка - это метод соединения металлических деталей, при котором соединяемые части расплавляются дуговым разрядом в зоне их контакта, с последующим затвердеванием и образованием неразъемного соединения . Источником теплоты для дуговой сварки является сварочная дуга - электрический устойчивый разряд в ионизированной смеси паров материалов и газов, характеризующийся большой плотностью тока и высокой (4500-6000°С) температурой, превосходящей температуру плавления всех известных металлов.
Строение сварочной дуги
Для создания электрического разряда, к свариваемому металлу и сварочному электроду подводится постоянное или переменное напряжение от источника тока (сварочного аппарата). В результате между стержнем электрода и металлом возникает сварочная дуга. Ее сопротивление превосходит сопротивление электрода и проводов, поэтому основная часть тепловой энергии выделяется именно в дуге.Для образования дуги и поддержания ее горения, в пространстве между электродом и свариваемым металлом должны иметься положительно и отрицательно заряженные частицы - электроны и ионы. Процесс их образования, называемый ионизацией, осуществляется во время зажигания дуги и непрерывно поддерживается во время ее горения.
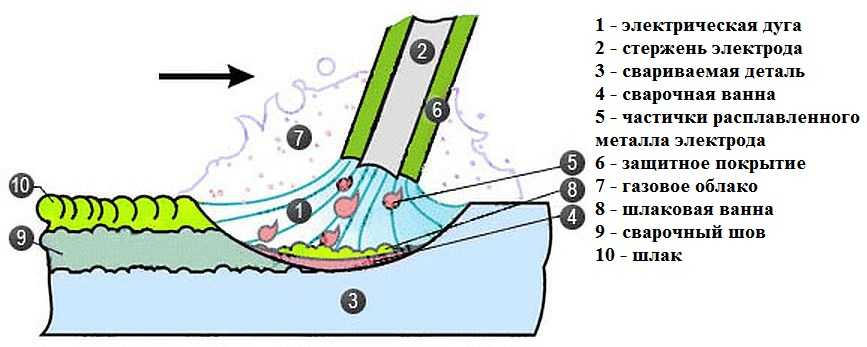
На рисунке ниже представлена схема сварочной дуги и процесс образования шва. Под воздействием высокой температуры дуги (1) происходит расплавление электрода (2), его покрытия (6) и свариваемого металла (3). В месте расплава образуется сварочная ванна (4), в которую переносятся капли расплавленного электрода (5). Расплавленное покрытие (6) образует газовое облако (7) и шлаковую ванну (8), защищающие металл от воздействия кислорода и азота. По мере продвижения электрода металл охлаждается и кристаллизуется, образуя сварочный шов (9) со шлаковой коркой (10) на поверхности.
![]()
Необходимые компоненты электросварки
Чтобы иметь возможность сваривать металл электросваркой необходимо иметь:- источник тока (сварочный аппарат);
- сварочные материалы (например электроды), соответствующие свариваемому металлу;
- защитную одежду (главным образом защитную маску);
- молоток и металлическая щетка для удаления шлака.
Перед тем как начинать работать сварочным аппаратом , необходимо очистить свариваемый металл от посторонних веществ и загрязнений - масла, краски, ржавчины, окалины и пр. Наличие их на металле приводит к нарушению однородности шва и образованию пор. Очистку делают любыми подходящими инструментами и материалами - металлической щеткой, молотком, ветошью с растворителем (например бензином). Трудноудаляемые загрязнения можно обработать пламенем газовой горелки (паяльной лампой) с последующей очисткой щеткой.
Типы сварных соединений
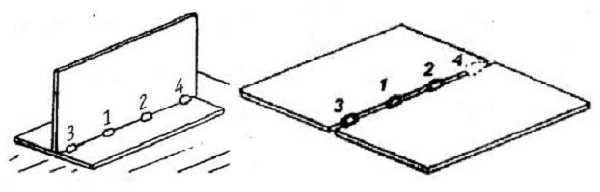
При сварке используются различные типы сварочных соединений . Их довольно много, одних только стыковых различают 32 вида. Однако основных всего четыре: стыковое (1), угловое (2), тавровое (3), нахлесточное (4). При угловом и тавровом соединениях кромки могут соединяться под любым углом друг к другу.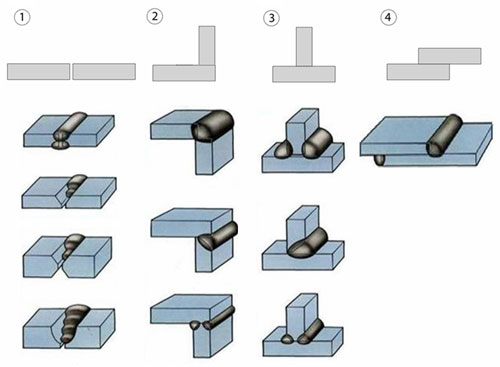
При толщине металла более 3 мм рекомендуется делать разделку кромок, которая позволяет выполнить шов, проходящий по всей толщине металла. Разделка дает возможность проводить сварку несколькими швами (слоями) небольшого сечения, это уменьшает напряжения и деформации и улучшает структуру сварного соединения .
Угол разделки может быть различным - от 25 до 50°, в зависимости от толщины металла, типа соединения и требования к прочности шва. В домашних условиях, при работе с небольшими деталями, разделку проще всего выполнять на заточном станке . При работе с деталями больших размеров , можно воспользоваться газовым резаком. Если разделку по какой-либо причине сделать нельзя, для проварки металла по всей толщине увеличивают сварочный ток.
Сборка конструкции перед сваркой
Особенностью сварного соединения является сильная деформация конструкции. Охлаждаясь, металл шва "тянет" изделие, нарушая его форму. Если не предпринять надлежащих мер, форма сваренной конструкции будет сильно отличаться от той, которая планировалась. Прямые углы превратятся в острые или тупые, нарушится плоскостность поверхностей.С деформацией борются с помощью жесткой сборки и прихватов. Соединенные детали фиксируют в определенном положении с помощью струбцин, зажимов, стяжек и прочих приспособлений. Но даже зафиксированное изделие может повести, если не сделать в необходимых местах "прихватов" - коротких швов небольшого сечения в разных местах конструкции. Последние нужно располагать таким образом, чтобы напряжения швов взаимно компенсировались. В стыковых соединениях, например, прихваты делаются с разных сторон детали.
Полярность подключения
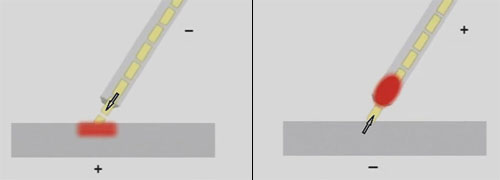
Работа сварочным аппаратом постоянного тока дает дополнительную возможность управлять режимом сварки, меняя местами подключение кабеля держателя (электрода) и зажима "массы" (материала). В обычном режиме электрод присоединяется к клемме "минус", а материал - к клемме "плюс". Это подключение называется "прямой полярностью" и обеспечивает лучший прогрев свариваемого материала, что как раз и является необходимым в большинстве случаев из-за массивности последнего.Физическая природа более сильного прогрева металла при "прямой" полярности состоит в том, что поток электронов, представляющих собой электрический ток, движется от "минуса" к "плюсу", от катода к аноду (в данном случае - к свариваемому металлу), передавая ему свою энергию движения и нагревая в дополнение к нагреву от электрической дуги.
Иногда возникает необходимость уменьшить нагрев металла - при сварке тонкостенных материалов (во избежание их прожога) или легированных сталей (для предотвращения выгорания легирующих элементов). В этом случае используют обратную полярность, подключая электрод к "+", а свариваемый материал - к "-". При этом поток электронов меняет свое направление и нагревает уже не металл, а электрод.
В обозначении некоторых электродов имеется указание о полярности подсоединения, которое следует соблюдать. Но, в сущности, любой электрод может работать при разных полярностях, разве что качество сварки будет различаться. Если "родная" полярность электрода неизвестна, нужно поработать с ним, меняя ее, выбрав в итоге ту, при которой обеспечивается лучшее качество сварки.
Технология сварки стали штучными покрытыми электродами
Вопрос - как научиться варить электросваркой - имеет только один ответ - практикой. Нельзя стать мастером сварки, занимаясь только изучением теории. И все же прежде чем приступать к практической работе, полезно познакомиться с теоретическими основами.Поджог дуги . Дуга может возникать либо в случае пробоя газа (воздуха), либо в результате соприкосновения электродов с последующим их отведением на расстояние нескольких миллиметров. Первый способ (пробой воздуха) возможен только при больших напряжениях, например, при напряжении 1000В и зазоре между электродами в 1 мм. Такой способ возбуждения дуги обычно не применяется из-за опасности высокого напряжения. При питании дуги током высокого напряжения (более 3000В) и высокой частоты (150-250 кГц) можно получить пробой воздуха при зазоре между электродом и деталью до 10 мм. Такой способ зажигания дуги менее опасен для сварщика и его нередко используют.
Второй способ зажигания дуги требует разности потенциалов между электродом и изделием 40-60В, поэтому применяется чаще всего. Когда электрод соприкасается с изделием, создается замкнутая сварочная цепь. В момент, когда электрод отводится от изделия, электроны, которые находятся на нагретом от короткого замыкания катодном пятне, отрываются от атомов и электростатическим притяжением двигаются к аноду, образуя электрическую дугу. Дуга быстро стабилизируется (в течение микросекунды). Электроны, которые выходят с катодного пятна, ионизируют газовый промежуток и в нем появляется ток.
Скорость зажигания дуги зависит от характеристик источника питания, от силы тока в момент соприкосновения электрода с изделием, от времени их соприкосновения, от состава газового промежутка. На скорость возбуждения дуги влияет, в первую очередь, величина . Чем больше величина тока (при одном и том же диаметре электрода), тем большим становится величина сечения катодного пятна и тем большим будет ток в начале зажигания дуги. Большой электронный ток вызовет быструю ионизацию и переход к устойчивому дуговому разряду.
При уменьшении диаметра электрода (т.е. при увеличении плотности тока) время перехода к устойчивому дуговому разряду еще больше сокращается.
На скорость зажигания дуги влияют также полярность и род тока. При постоянном токе и обратной полярности (т.е. плюс источника тока подключается к электроду) скорость возбуждения дуги выше, чем при переменном токе. Для переменного тока напряжение зажигания должно быть не менее 50-55В, для постоянного тока - не менее 30-35В.
Повторные зажигания сварочной дуги после ее угасания из-за коротких замыканий каплями электродного металла будут возникать самопроизвольно, если температура торца электрода будет достаточно высокой.
Наиболее удобный способ поджога дуги - чирканье кончиком электрода по металлу. При таком движении возникает дуга и начинает плавиться покрытие. При этом не происходит залипания электрода. Чтобы не оставлять следов на чистом металле, чиркать нужно по линии будущего шва, двигая электрод к его началу.
Если на кончике имеется наплыв, его нужно оббить, постучав электродом по металлу - желательно по тому, к которому не подключена "масса", иначе электрод может залипнуть. Если кончик электрода чрезмерно обнажен, во избежание залипания им нужно чиркнуть несколько раз, чтобы расплавить обнаженный металл.

Выбор диаметра электрода и силы сварочного тока . Диаметр электрода и сила тока выбираются, прежде всего, с учетом толщины свариваемого металла. Для первоначального выбора диаметра электрода и силы тока можно использовать нижеследующую таблицу, значения в которой соответствуют нижнему шву.
Сила тока сварки указывается и в характеристике электрода на его упаковке.
При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды диаметром не более 4 мм. Если имеется разделка кромок или необходимо заплавить зазор между деталями, то корневой шов может выполняться электродом меньшего диаметра - 2,5-3 мм.

Ориентировочную величину постоянного сварочного тока можно рассчитать по формуле I= K d, где I - сила тока, К - коэффициент, d - диаметр электрода. Коэффициент К выбирается в зависимости от диаметра электрода.
Этот расчет позволяет определить значение тока для нижнего шва при сварке постоянным током . При изменении этих условий в формулу следует внести изменения:
- Если вариться будет вертикальный шов, в формулу нужно ввести корректировочный коэффициент, равный 0,9. В результате формула приобретет вид I=0,9 К d.
- При выполнении потолочного шва значение корректировочного коэффициента нужно уменьшить до 0,8 (I=0,8 К d). Это позволит получить меньший объем расплавленного металла и более быструю кристаллизацию.
- При сварке на переменном токе значение сварочного тока следует увеличить на 10-15А.
Оптимальное значение тока должно подбираться в процессе работы в зависимости от конкретных условий.
Если в качестве источника тока используется сварочный трансформатор или выпрямитель, фактическая сила тока может отличаться от установленной на аппарате при изменении питающего напряжения. Если оно низкое (в вечернее время, например), фактический сварочный ток окажется ниже того значения, на которое указывает переключающий тумблер.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один - это металлическая деталь, а второй - электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды , но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака - результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками - короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки - короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода - несколько раз проходя по одному месту. Еще один способ - поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Если вам хочется научиться пользоваться электросваркой, сперва вам следует обзавестись необходимым оборудованием , так как электросварка для начинающих – дело ответственное. Для применения в домашних условиях вполне хватит сварочного аппарата даже начального типа. Хотя, подойдет совершенно любой:
- выпрямитель;
- инвертор;
- сварочный трансформатор.
Хорошо, если предельная сила тока будет превышать 160 ампер. Также следует обзавестись средствами защиты:
- маска сварщика;
- рабочие перчатки;
- одежда из плотного материала (не синтетического);
- ботинки из грубой кожи или кирзы;
- молоток;
- щетка по металлу.
Из основных средств безопасности вам понадобится лишь огнетушитель или хотя бы ведро с водой. Также нужно соблюдать все меры предосторожности, используя электрические приборы.

Чтобы научиться пользоваться электросваркой, следует запомнить одно несложное правило: электроды надо выбирать с учетом толщины металла, а силу тока устройства выставлять согласно виду электрода.
Работая на сварочном трансформаторе, на каждый миллиметр толщины металла, выставляют ток 30-40 ампер. При применении инвертора, наибольшая сила тока для электрода 3 мм толщиной составляет 80 ампер, так как при 100 амперах он может разрезать металл. В случае с электродами 2-миллимитровой толщины силу тока выставляют на 20-30 ампер, а при выставлении 40 ампер он может разрезать металл.
Перед тем, как приступать к сварке, нужно подготовить рабочее место , а также заготовки, которые будут применяться для обучения работы со сваркой. Щеткой по металлу или при помощи болгарки очистите точку сварки от ржавчины и грязи. Для фиксации и стыковки свариваемых элементов нужно применять струбцины или тиски.

Обучаться работе со сварочным аппаратом нужно с простого – сваривания валиков. Для этого нужно купить электроды диаметром 3 мм. Новичкам вполне хватит АНО-21 или АНО-36, которые считаются универсальными и самыми недорогими. Лучше пользоваться новыми электродами, так как старые иногда сыреют и становятся непригодны к работе.
Зажим массы нужно прикрепить к детали, а электрод вставить в держатель.
- Нужно чиркать электродом по металлической детали, словно спичкой, слегка замедляясь. При возникновении дуги, ее нужно удержать, придерживая электрод в нескольких миллиметрах от поверхности заготовки и отводя в сторону.
- Постукивание – это второй способ. Концом электрода нужно постукивать по заготовке и сразу отрывать его, удерживая дугу. Водить электрод по заготовке нужно, сохраняя зазор от 3 до 5 мм.

Научиться варить сварочным аппаратом можно, научившись сперва правильно водить по заготовке электродом. Наклон должен быть порядка 75 градусов в направлении ведения дуги. Выставив правильное значение тока, дуга получится стабильной, а металл и электрод будут одновременно проплавляться. Если ток слишком большой, металл начнет гореть и разбрызгиваться.
Пробуем варить
Попробуйте сварить две детали друг с другом. Зажгите дугу, и начните электрод плавно вести вдоль шва под углом 75 градусов. При этом следует осуществлять колебательные движения полумесяцем, будто бы подгребая металл с каждой заготовки к сварному стыку. Так у вас получится в итоге ровный и сплошной шов. После остывания металла нужно отбить шлак молотком.
Главное – тренироваться, и тогда ваш навык начнет улучшаться. В будущем вы сможете осваивать более сложные методики сварки, к примеру, варить вертикальные или потолочные швы . Таким способностям вы всегда найдете применение в хозяйстве.