Какви бустери са варени. Как да научите как да се заварявате правилно: подробни инструкции
Можете да получите специален заварчик след 2 години обучение в професионален техник или колеж, като последна мярка, можете да преминете през курсове. За тези, които не искат да правят това професионално, но просто искат умело да изпълняват заваръчни шевове, ще помогнат на следния избор на общи заваръчни шевове.
Инструменти за заваряване
Закупуването на необходимото оборудване е важен подготовка за успешното прилагане на заваръчни шевове. Основното устройство за тяхното създаване е заваръчната машина. Неговите вариации могат да работят както от директен, така и от променлив ток. Когато работите върху заваръчната машина, трябва да закупите електроди.Ако се използва електрическо заваряване, електродите при постоянен ток се движат в една посока, която се определя в съответствие с полярността.
Има няколко заваръчни машини:
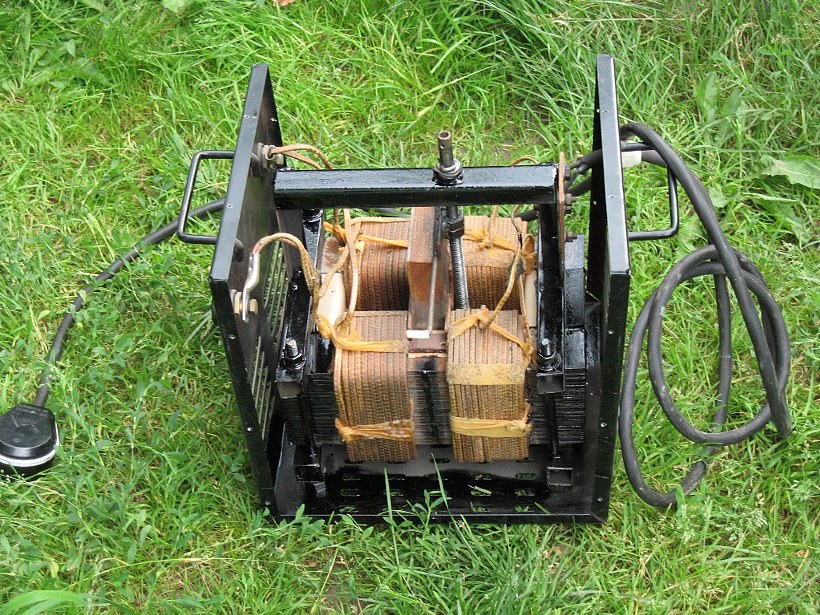
- Трансформатор . Използвайки го, електричеството, предоставено от мрежата, се превръща в променлив ток, необходим за процеса на заваряване. Ако изберете евтина опция, можете да получите тежко устройство, с което ще се появят трудности при транспортирането, както и високата констатация на дъгата и загубата на напрежение по време на работа.
- Изправител . Той превръща променлив ток на мрежата до постоянна за заваряване. Той има почти същите недостатъци и достойнство като предишното устройство. Но качеството на шевовете след прилагането му е значително по-добро, тъй като притежава стабилността на дъгата.
- Инвертор . Осигурява пряк ток и напрежение за заваряване. Това е компактно устройство, което осигурява гладко регулиране на тока, тя се различава от нейните аналози чрез бързо задействане и лесно запалване.
Ново поколение инвертори на заваряване са надвишени чрез точност, използвана преди това за заваряване на трансформатори, генератори и правофикатори, полярността е позволено да бъде инсталирана само по тях. Препоръчва се новодошлите да разработват заваряване с инвертори.
Успешното използване на тези устройства зависи от правилната концепция за полярността. Ако е избрана пряка полярност, проводникът с "минус" отива в електрода и с "плюс" - на терминала "Земя". С обратна полярност всичко ще бъде направено напротив.
Заваръчната машина се осигурява от ток през проводниците с бързи терминали. Проводниците трябва да бъдат направени от мед и изолирани, те провеждат ток, а синтетичният филм функционира като сепаратор.
Електродите за заваряване са направени от заваръчна тел. Но за чугун се използва произволен проводник с графитен прът. Чугун, за разлика от стоманата, много крехък материал и неговото заваряване трябва да се извършва от студения метод. Когато извършвате заваряване, трябва постоянно да следите нагряването на повърхността му, в противен случай могат да се появят пукнатини. Шевът се извършва не солидно, но с Услуги с задължително мито.
Ase начинаещ заварчик
Развитието на заваръчния бизнес започва с обучителни сесии за ненужни метални. По-добре складиране с вода с вода, ако изведнъж, поради неопитността ще има пожар, можете бързо да премахнете огъня. На първите стъпки трябва да сте чист и бдителни, дори ако една малка искра е да бъде достатъчно, ще бъде достатъчно, за да получите пожар:- На избрания апарат, изолацията на кабела се проверява, коректността на нейното зареждане с гориво в държача.
- Желаната текуща стойност е настроена, като се фокусира върху диаметъра на електрод.
- АРК се запалва, което е изложено на наклон 60-70 градуса и бавно изразходва за заварена повърхност. Подробностите са докоснати от дъгата, когато искрите ще отидат от електрод. Между дъгата и електрода по време на процеса на заваряване трябва да наблюдавате разстоянието от 5 mm. Когато стартирате електродите ще изгорят. Ако при преместването на електрода ще се придържате към метала, трябва да се обърне настрани.
- АРК от първия път може да не се появи, след това токът се увеличава, така че дъгата да е постоянна дължина от 5 mm.
- Когато се окаже, трябва да се освети, трябва да се опитате да поправите ролката, опитвайки се да събирате стопен метал към централния ARC.
Правилно изпълнение на вертикален шев за заваряване (видео)
Горният валяк демонстрира как да се изпълняват вертикални шевове на тънък метал, чиято дебелина е само 2 mm.За заваряване се използват корейски електроди с диаметър 2,6 mm. Обикновено такива шевове се извършват с ъгъл напред, но тъй като профилът се използва, върху който се прави малка празнина, работата ще бъде перпендикулярна или с малък контраст. За сравнение на шевовете, половината от пролуката се сваля при 45 ампера и след това отидете на 60 и 70. Чрез светлинния филтър е ясно, че заваряването се извършва от долната част на профила. Резултатът е 2 шев. Както може да се има предвид, със 70 ампера се оказва по-гладка и чист.
Как да приготвяте таван шев електрически заваряване? (видео)
Този тип заваръчен шев се извършва върху примера на тънки плочи, за които се използват WONI електроди с основното покритие.Ето инструкцията за заваряване:
- Първото движение на електрода е направено от коледната елха, докато трябва да извършите малки колебащи движения. Когато готвите таванния шев, се прилага ток от 85 ампера, той се извършва без разделяне. Друго изпълнение на такъв шев е движението на електрод леко назад, а след това напред.
- След приготвяне на всички плочи, те отиват да изпълняват полупрегрутен ъглов шев, който се извършва от малък шев и се връщат, а след това се използва същото "коледно дърво", изпълнено с ъгъл назад. За ъглов шев трябва да инсталирате по-силен ток от 90 ампера. Можете да извършите ъглови заваряване с втория метод, използвайки движение напред.
- Последните шевове се извършват върху навигационното съединение на плочите. Това е полуметрична връзка. Благодарение на факта, че горната плоча е тънка, движението "коледно дърво" трябва да се извърши гладко с малка стъпка, без да се свива силно върху нея, за да се избегнат субшстън. Движението на същия шев може да се комбинира. Сегашният остава същите - 90 ампера.
На петия шев може да се види, че при извършване на широки движения на електрода се образуват режещият под-платина. В началото на шевовете има пори, които са възникнали в резултат на лошо отстраняване на метал.
Видео урок за извършване на заваръчни шевове за начинаещи
Способността да варите на шевовете се характеризира с тяхната красота и качество. За да изпълните тези изисквания, трябва да имате определени умения. Те могат да бъдат закупени само с опит. И за начинаещите от самозабръснати заварчици няма по-добра полза от професионалното видео, в което рафтовете се разлагат, както правилно и сигурно приготвят шевовете.Разликата между тръбите е 2 милиметра. Топенето на тръбите ще се извършва с разделяне с помощта на рутилни електроди. Заваряването се извършва с ъгъл назад, безсмислено без отделянето на електрод, на същото място, докато ролката се образува. Действителният ток в устройството ще бъде около 110 ампера. Напредъкът на заваряването се показва чрез лек филтър и на дневна светлина. Преди да извършите шева, електродът трябва да се огъне малко, за да улесни готвенето. Когато се има предвид шев, направен в светлинния филтър след издухване, може да се види, че той образува плавен приток, само на мястото на замъка, авторът на ролката подобрява допълнителния му капка.
Основното условие за получаване на красиви въртящи се шевове е използването на подходящ метод за заваряване и местоположение на дъгата.
След закупуване на необходимия инструмент и правилното прилагане на подготвителната работа, можете самостоятелно да следвате шевовете. И коректността на тяхното творение може да бъде контролирана в сравнение с примерите, представени във видео уроци от заваръчни специалисти.
Заваръчният шев е един от най-надеждните начини за свързване на подробности. Използва се в индустрията и в обикновения ежедневен живот. Всеки домашен майстор от време на време използва заваряване. Е, ако знае как да се готви, често е необходимо да се свържете със специалистите. Но заваряването е напълно възможно да се научи. Трябва да се започне от най-простото: електрическото заваряване за начинаещи е, на първо място, да се научат да извършват различни шевове. Може да се извърши по-сложна работа, само чрез опит. Нека да анализираме основите на технологиите и някои трикове на процеса на заваряване.
Къде да започнем - подготвителен етап
На първо място, трябва да подготвите оборудване. Не забравяйте да се нуждаете от заваръчна машина, набор от електроди, чук за чукане на шлаката и четката. Диаметърът на електрода е избран в зависимост от дебелината на металния лист. Няма нужда да забравяте за защита. Ние приготвяме заваръчна маска със специален лек филтър, плътни дрехи с дълги ръкави и ръкавици, по-добър велур. Вие също ще се нуждаете от заваръчен токоизправител, трансформатор или инвертор - устройства, които превръщат променлив ток към необходимия постоянен за заваряване.

Преди работа е необходимо да се подготвят защитно оборудване, което включва специална маска с лек филтър, велурните ръкавици и дрехи с дълги ръкави, както и необходимите инструменти
Технология на процеса на заваряване
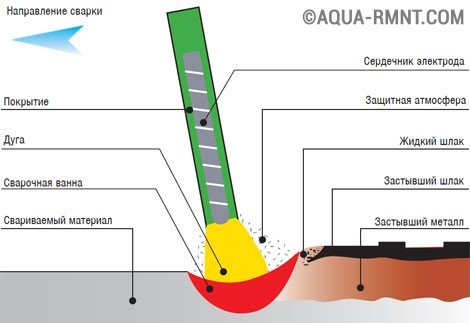
Заваряване - процес на висока температура. За неговото прилагане се образува електрическа дъга от електрод към заварания продукт и се държи. При неговото експозиция се появяват топенето на материала на основата и металната пръчка на електрод. Тя се формира, като експерти казват, заваръчна баня, основният и електродният метал се разбърква в него. Величината на генерираната баня зависи пряко от избрания режим на заваряване, пространствено положение, скорост на движение на дъгата, формата и размера на ръба и др. Средно, нейната ширина е 8-15 mm, дължината е 10-30 mm и дълбочината е около 6 mm.
Покритието на електрода, така нареченото покритие, при топене, образува специална газова зона в областта на дъгата и над банята. Той измества целия въздух от заваръчната зона и предотвратява взаимодействието на разтопения метал с кислород. В допълнение, той съдържа двойки както на главните, така и на електродни метали. Шлакът се оформя над шева, който също така предотвратява взаимодействието на стопилката с въздух, което неблагоприятно влияе върху качеството на заваряване. След постепенното отстраняване на електрическата дъга металът започва да кристализира и шевът се образува, което съчетава заварените части. Освен това има защитен слой шлак, който впоследствие се отстранява.
В процеса на извършване на заваръчен шев, покритието на електрод се разтопява, образувайки специална газова зона. Вътре в нея има смесващи метални основи и електроди
AZA електрически дъгова заварка
В препоръките как да заври с електрическо заваряване Специално внимание се обръща на началото на процеса. Най-добре е да получите първото заваряване под ръководството на специалист, който може да коригира възможните грешки и да даде полезен съвет. Трябва да започнете да работите, сигурно закрепете елемента. За целите на пожарната безопасност е необходимо да се постави кофа с вода. По същата причина не могат да се извършват заваръчни работи на дървена основа и дори се отнасят до много малки остатъци от използвания електрод.
Надеждно осигуряват земята "земята". Проверяваме дали кабелът е изолиран и внимателно напълнен в специален държач. Изпитване на заваръчната машина Изчислената стойност на текущата мощност, която трябва да съответства на избрания диаметър на електрода. Ние запалваме дъгата. За да направите това, ние създаваме електрод под ъгъл от около 60 ° спрямо продукта. Бавно ги харчат на повърхността. Трябва да се появят искри, сега те докосват електрод към метала и го повишават на височина не повече от 5 mm.
Ако операцията е извършена правилно, дъгата ще светне. Петте милионната пропаст трябва да се държат по време на заваряването. Трябва да се има предвид, че с правилното заваряване на метала електродът постепенно ще изгори, така че непрекъснато се приближава до метала. Преместването на електрод трябва да бъде бавно, ако изведнъж нарушава, ще трябва леко да отидете настрани. В случай, че дъгата не се запалва, е възможно да се увеличи текущата сила.
След като без проблеми се оказва и поддържа дъгата, време е да се премести в ролката. Ние запалваме дъгата, бавно и плавно преместете хоризонтално електрода, като ги изпълняваме осветяващи движения. Разтопеният метал в същото време изглежда "предател" в центъра на дъгата. В резултат на това трябва да се получи силен шев с малки вълни, образувани от метала за заваряване.
Ако в процеса на заваръчни части електродът изгаря почти напълно, а шевът все още не е завършен, временно се спре. Променяме използвания елемент в нов, премахваме шлаката и продължаваме да работим. На разстояние от около 12 mm от депресията, образувана в края на шева, която също се нарича кратер, ние запалваме дъгата. Електродът носи дълбокото, така че да се образува сплавта от метала на стария и новия инсталиран електрод, след което продължава заваряването на шева.
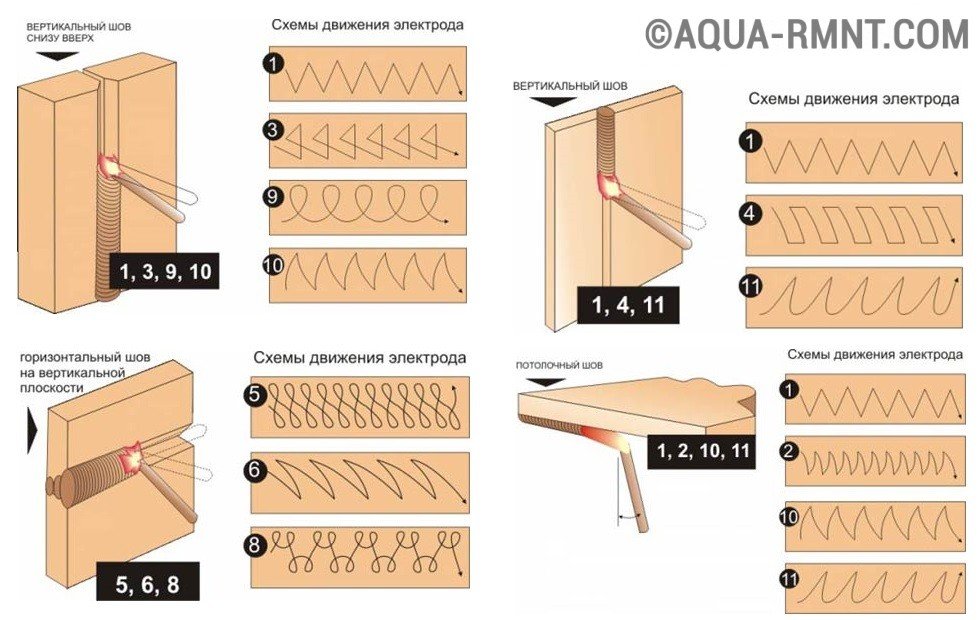
В процеса на заваряване електродът изпълнява определени движения, най-вече прогресивни, надлъжни и напречни. От техните комбинации се съставляват различни видове шевове, най-често срещаните са показани в схемата.
Траекторията на движението на дъгата в процеса на заваръчни части може да бъде направена в три посоки:
- Прогресивно. Осигурява движението на дъгата по ос от електрод. По този начин е доста лесно да се поддържа стабилна дължина на дъгата.
- Надлъжни. Образува валяк за заваряване на конеца, чиято височина зависи от скоростта, с която се движи електродът и неговата дебелина. Това е обикновен шев, но много тънък. За да го осигурят, в процеса на движение на електрода по заварения шев се изпълняват напречни движения.
- Напречно. Позволяват да се получи желаната ширина на шева. Изпълнени от вибрационни движения. Тяхната ширина се избира въз основа на размера и положението на шева, формата на нейното рязане и др.
На практика се използват и трите основни движения, които са насложени от една от другата и образуват определена траектория. Има класически опции, но всеки съветник обикновено е "видим" със собствения си почерк. Основното е, че по време на работа краищата на свързаните елементи са добре регулирани, а шевът на посочената форма е получен.
Характеристики на заваръчни тръбопроводи
Електрическото заваряване на дъга може да извършва вертикални шевове, което се намира отстрани на тръбата, хоризонтално - по кръга. Както и таван и по-нисък, разположен съответно, отгоре и отдолу. Освен това последният се счита за най-удобно в екзекуцията. Стоманените тръби обикновено са заварени с задължително популяризиране на всички ръбове във височината на стените. За да намалите притока вътре в тръбата, ъгълът на наклона на електрода не е повече от 45 ° спрямо хоризонтала. Височина на шевата - 2-3 мм, ширина - 6-8 мм. При заваряване, обелването е височината на шева е около 3 mm, а ширината са 6-8 mm.
Преди да започнете да варите електрически заваръчни тръби, ние извършваме подготвителна работа:
- Внимателно почистете елемента.
- Ако краищата на тръбата се деформират, изрежете или изправете ги.
- Почистете ръба. Най-малко 10 mm в съседство с ръбовете на тръбата на външната и вътрешната равнина, която почистваме до металния блясък.
Сега можете да преминете към заваряване. Всички фуги се обработват непрекъснато, до пълно заваряване. Ротари, както и не-завъртащи фуги на тръби с ширина на стените до 6 mm, се произвеждат най-малко 2 слоя. С ширината на стените 6-12 mm - се извършват три слоя, повече от 19 mm са четири. Характеристиката на заваряването на тръбите е, че всеки шев, който е насложен върху ставата, трябва да се почисти от шлака, след това се извършва следното. Първият шев е най-отговорният. Тя трябва напълно да стопи всички ръбове и скучни. Той е особено внимателно разгледан за откриване на пукнатини. Ако те присъстват, те са заплетени или отсечени и отново размножават фрагмент.

Крайният слой се извършва колкото е възможно повече с плавен преход към основния метал
Вторият и всички последващи слоеве се изпълняват с бавно обръщане на тръбата. Краят и началото на всички слоеве се изменят по отношение на предишния слой с 15-30 мм. Крайният слой се извършва с плавен преход към основния метал и с гладка повърхност. За да се подобри качеството на пивоварната тръби чрез електрическо заваряване, всеки следващ слой се провежда в обратна посока спрямо предишния, и техните затварящи точки задължително имат ротационен.
Независимото заваряване е доста сложно събитие. Въпреки това, ако искате да го овладеете, все още е възможно. Трябва да научите основните правила на процеса и постепенно да се научите да изпълнявате най-простите упражнения. Няма нужда да съжаляваме за силата и времето за развитието на Азов, което ще бъде в основата на уменията. Впоследствие ще бъде безопасно да се преминем към по-сложни техники, които усъвършенстват уменията си.
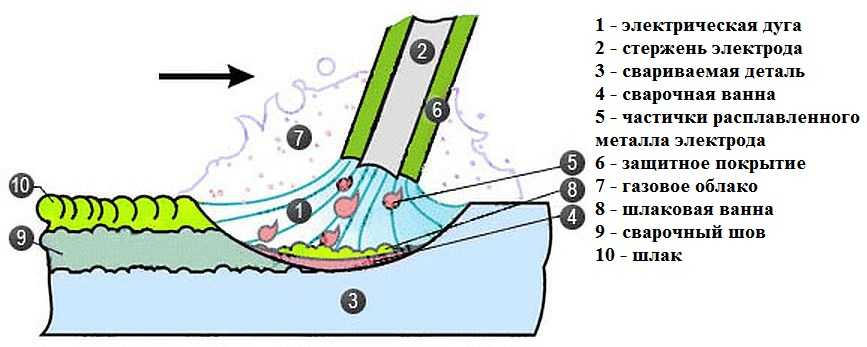
Electrodukiovaya заваряване е метод за свързване на метални части, в които комбинираните части се разтопят с дъгово изпускане в зоната на контакта, последвано от втвърдяване и образуване на блок връзка. Топлинният източник за дъгова заваряване е заваръчната дъга - електрическо стабилно изхвърляне в йонизирана смес от пари и газове, характеризиращи се с голяма температура и висока (4500-6000 ° С), по-висока от точката на топене на всички известни метали.
Структура на заваръчната дъга
За да се създаде електрически разряд, постоянно или променливо напрежение от източника на текущия (заваръчна машина) се подава към електрод за заваряване и заваряване. В резултат на това се появява заваръчна дъга между ядрото на електрода и метала. Неговото съпротивление надвишава съпротивлението на електрода и проводниците, така че основната част на топлинната енергия се отличава с дъгата.За да образуват дъга и да поддържате неговото изгаряне, в пространството между електрод и заварния метал, трябва да има положителни и отрицателно заредени частици - електрони и йони. Процесът на тяхното образуване, наречен йонизация, се извършва по време на запалването на дъгата и непрекъснато се поддържа по време на нейното горене.
Фигурата по-долу показва диаграмата на заваръчната дъга и процеса на образуване на шев. Под влиянието на висока температура на дъгата (1) електродът се разтопява (2), неговите покрития (6) и заварения метал (3). В мястото на стопилката се образува заваръчна баня (4), в която се прехвърлят капки от стопения електрод (5). Стоманото покритие (6) образува газов облак (7) и шлака (8), предпазвайки метала от ефектите на кислород и азот. Тъй като електродът напредва, металът се охлажда и кристализира, образувайки заваряване (9) с шлака на шлака (10) на повърхността.
![]()
Необходимите компоненти на електрически заваряване
Да бъде в състояние да заварява метал електрическо заваряване трябва да има:- източник на ток (заваръчна машина);
- заваръчни материали (например електроди), съответстващи на заварения метал;
- защитно облекло (главно защитна маска);
- чук и метална четка за премахване на шлаката.
Преди да започнете да работите с заваръчната машина, е необходимо да почистите заварния метал от чужди вещества и замърсяване - масла, бои, ръжда, мащаб и т.н. Наличието на тях на метала води до нарушаване на хомогенността на шева и образуването на порите. Пречистването се извършва от всякакви подходящи инструменти и материали - метална четка, чук, парцал с разтворител (например бензин). Трудно замърсяването може да се лекува с пламък на газова горелка (назваща лампа) с последващо почистване.
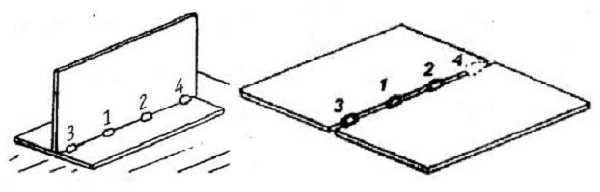
Видове заварени връзки
Заваряването използва различни видове заваръчни връзки. Те са доста много, само задника разграничават 32 вида. Въпреки това, основният само четири: задника (1), ъглов (2), марка (3), мазнина (4). В ъгъл и тавинг съединения ръбовете могат да бъдат свързани под всеки ъгъл един към друг.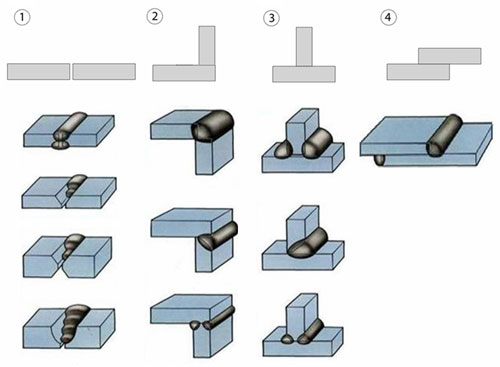
С дебелина на метал, се препоръчва повече от 3 mm, за да се направи ръбът, който ви позволява да извършвате шев, преминаващ през цялата дебелина на метала. Рязането дава възможност да се посрещнат с няколко шевове (слоеве) на малка част, това намалява напреженията и деформацията и подобрява структурата на завареното съединение.
Ъгълът на рязането може да бъде различен - от 25 до 50 °, в зависимост от дебелината на метала, вида на връзката и изискванията за силата на шева. У дома, когато работите с малки части, рязкото е най-лесно да се изпълнява на машина за заточване. Когато работите с детайли с големи размери, можете да използвате газовия нож. Ако намаляването по някаква причина не може да се направи, токът на заваряване се увеличава за металния треньор.
Изграждане на строителство преди заваряване
Характеристика на завареното съединение е силна деформация на дизайна. Охлаждане, металния шев "изтегля продукта, нарушавайки формата му. Ако не предприемате подходящи мерки, формата на заварената структура ще бъде много различна от планираната. Правите ъгли ще се превърнат в остър или глупав, плодостта на повърхностите ще се счупят.Деформацията се бори с помощта на трудно събрание и вземете. Свързаните части са фиксирани в определено място, използвайки скоби, скоби, замазки и други устройства. Но дори един фиксиран продукт може да не е история, ако не и да не се прави на необходимите места "Grabs" - къси шевове на малка секция на различни места на строителство. Последното трябва да бъде разположено по такъв начин, че напреженията на шевовете взаимно се компенсират. В задните връзки, например, грайките са направени от различни страни на частта.
Свързване полярност
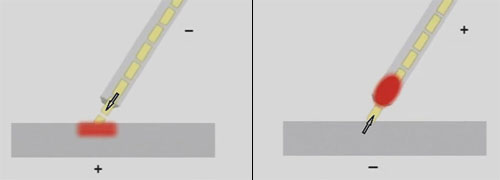
Работата на DC заваръчната машина дава допълнителна възможност да контролира режима на заваряване чрез промяна на свързването на кабела на държача (електрод) и клип "маса" (материал). В обичайния режим, електродът се присъединява към терминала "минус", а материалът е към терминала "плюс". Тази връзка се нарича "права полярност" и осигурява най-доброто загряване на загряване, което е просто необходимо в повечето случаи поради масивността на последната.Физическата природа на по-силното загряване на метала с "директната" полярност е, че потокът на електроните, представляващи електрическия ток, се движи от "минус" към "плюс", от катода към анода (в този случай) - до заваръчния метал), предаване на вашето енергия и отопление в допълнение към отопление от електрическа дъга.
Понякога има нужда да се намали отоплението на метала - при заваряване на тънкостенни материали (за да се избегне тяхната арка) или легирани стомани (за предотвратяване на изгарянето на легиращи елементи). В този случай, използвайте обратната полярност, свързването на електрод към "+" и заварващият материал е "-". В този случай потокът от електрони променя посоката и загрява повече метал, а електрод.
При определянето на някои електроди има индикация за полярността на връзката, която трябва да се наблюдава. Но по същество всеки електрод може да работи с различни поляричи, с изключение на качеството на заваряване ще се различава. Ако "родната" полярност на електрод е неизвестна, трябва да работите с нея, като я промените, като изберете този, в който е осигурено най-доброто качество на заваряване.
Технологията за заваряване се превръща в парчета покрити електроди
Въпросът е как да се научите да заври с електрическо заваряване - има само един отговор - практика. Невъзможно е да се превърне в заваръчен майстор, изучавайки само проучването на теорията. И все пак, преди да продължите с практическата работа, е полезно да се запознаете с теоретични основи.Палеж на Дъги. ARC може да се случи или в случай на повреда на газа (въздух), или в резултат на контактуване на електродите, с последващото им присвояване на разстояние от няколко милиметра. Първият метод (повреда на въздуха) е възможен само при високи напрежения, например при напрежение 1000V и пролука между електродите в 1 mm. Този метод на възбуждане обикновено не се прилага поради опасност от високо напрежение. Когато мощността на дъгата се захранва от високо напрежение (повече от 3000V) и висока честота (150-250 kHz), е възможно да се получи повреда на въздуха по време на пролуката между електрод и част до 10 mm. Този начин на запалване на дъгата е по-малко опасен за заварчика и често се използва.
Вторият начин за запалване на дъгата изисква разликата в потенциала между електрода и продукта 40-60V, затова най-често се прилага. Когато електродът влезе в контакт с продукта, се създава затворена заваръчна верига. В момента, когато електродът се отстрани от продукта, електроните, които се нагряват от късо съединение с катодно място, разбити от атоми и електростатично атракция се движат към анода, образувайки електрическа дъга. ARC бързо се стабилизира (по време на микросекунда). Електроните, които излизат от катодните петна са йонизирани от газовата пропаст и токът се появява в него.
Скоростта на запалване на дъгата зависи от характеристиките на захранването, върху силата на тока по време на контактуването на електрод с продукта, във времето на контакта им, от състава на газовата пропаст. Скоростта на възбуждане на дъгата засяга, на първо място, стойността. Колкото по-голяма е стойността на тока (със същия диаметър на електрода), толкова по-голяма е стойността на напречното сечение на катодното място и колкото по-голямо ще бъде токът в началото на запалването на дъгата. Големият електронен ток ще предизвика бърза йонизация и преход към стабилен дъгов разряд.
С намаляване на диаметъра на електрод (т.е. с увеличаване на текущата плътност), преходното време до стабилно дъгово освобождаване се намалява допълнително.
Полярността и родът на тока влияят върху скоростта на запалване на дъгата. С постоянен ток и обратна полярност (т.е. плюс на източника на ток е свързан към електрод) скоростта на дъгата е по-висока, отколкото при променлив ток. За AC, напрежението на запалването трябва да бъде най-малко 50-55V, за DC - най-малко 30-35V.
Повтарящи се запалвания на заваръчната дъга след избледняването му поради къси вериги с капки електрод метал ще се появи спонтанно, ако крайната температура на електрод е достатъчно висока.
Най-удобният начин за изкореняване на дъгата е да се хванете върха на електрод за метал. С това движение възниква дъгата и покритието започва да се топи. Това не залепва електрод. За да не се оставят белези на чист метал, е необходимо Чиркхат по протежение на бъдещия шев, премествайки електрода в началото си.
Ако има дъх на върха, той трябва да бъде запушен, като почука електрод за метал - е желателно, за който "масата" не е свързана, в противен случай електродът може да се придържа. Ако върхът на електрода е прекалено гол, за да се избегне залепване, те трябва да изяснят няколко пъти, за да разтопят гол метал.

Избор на диаметъра на електрода и силата на заваръчния ток. Диаметърът на електрод и ток е избран, преди всичко, като се вземат предвид дебелината на заварения метал. Първоначално да изберете диаметъра на електродната и текущата сила, можете да използвате следната таблица, стойностите, в които съответстват на долния шев.
Силата на заваръчния ток е посочена в характеристиките на електрод върху неговата опаковка.
При извършване на заварки във вертикални и таванни позиции, електродите се използват с диаметър не повече от 4 mm. Ако има режещ ръб или е необходимо да плачете пролуката между частите, кореновият шев може да се извърши чрез електрод с по-малък диаметър - 2.5-3 mm.

Очакваната стойност на постоянния заваръчен ток може да бъде изчислена с формула I \u003d K D, където I. - Текуща сила ДА СЕ - коефициент, д. - Диаметър на електрода. Коефициент ДА СЕ Избира в зависимост от диаметъра на електрод.
Това изчисление ви позволява да определите стойността на тока за долния шев при заваряване с DC. С промяната в тези условия трябва да се направят промени във формулата:
- Ако можете да приготвите вертикален шев, във формулата, която трябва да въведете коефициент на корекция, равен на 0.9. В резултат на това формулата ще придобие формата i \u003d 0.9 до d.
- Когато се извърши таванният шев, стойността на коефициента на корекция трябва да бъде намалена до 0.8 (I \u003d 0.8 до d). Това ще позволи да се получи по-малък обем стопен метал и по-бърза кристализация.
- При заваряване на променлив ток стойността на текущата заваряване трябва да бъде увеличена с 10-15а.
Оптималната текуща стойност трябва да бъде безпроблемна по време на работата в зависимост от специфичните условия.
Ако заваръчният трансформатор или токоизправител се използва като източник на ток, действителният ток на тока може да се различава от захранващото напрежение, монтирано на машината. Ако е ниска (вечер, например), действителният заваръчен ток ще бъде по-нисък от стойността, която показва превключването на превключването.
Технология за заваряване
За появата на електрическа дъга са необходими два проводящи елемента с противоположни такси. Едната е метална част, а вторият е електродът.
Електроди, които се използват за ръчно електрическо заваряване, е метална ядро, покрита със специален защитен състав. Все още има графитни и въглищни неметални заваръчни електроди, но те се използват със специални творби и начинаещ заварчик е малко вероятно да се използват.
Когато приемате електрод и метал с различна полярност, се появява електрическа дъга. След появата й, на мястото, където е насочена, металните части започват да се стопят. В същото време метал на метал се коси, понася се с електрическа дъга в зоната на топене: заварена баня.
Как се образува заварената баня. Без да разберете този процес, няма да разберете как да приготвите метала правилно (за да увеличите размера на картината, кликнете върху него на дясната клавиша)
Процесът също изгаря защитното покритие, частично топенето, частично изпарява и подчертава някои от горещите газове. Погледите обграждат заварената баня, защитавайки метала от взаимодействието с кислород. Техният състав зависи от вида на защитното покритие. Разтопената шлака също покрива метала, допринасяща за поддържането на неговата температура. За да готвите правилно заваряване, трябва да се уверите, че шлаката обхваща заварената баня.
Заварените шевове се оказват при преминаване на банята. И се движи, когато електродът се движи. Това е цялата тайна на заваряването: трябва да преместите електрод при определена скорост. Важно е също така в зависимост от необходимия тип връзка правилно изберете неговия ъгъл на наклона и текущите параметри.
Тъй като металът се охлажда, на него се монтира шлака - резултатът от горящи защитни газове. Той също така предпазва метала от контакт с кислород, съдържащ се във въздуха. След охлаждане се мръщи с чук. В същото време горещите фрагменти летят, защото защитата на очите се изисква (носете специални очила).
Как да заварявам метал
Той ще се научи как да държи електрод правилно и да премести банята за добър резултат не е достатъчно. Необходимо е да се знаят някои тънкости на поведението на комбинираните метали. И особеността се крие във факта, че шевът "дърпа" детайлите, поради които те могат да бъдат изкривени. В резултат на това формата на продукта може да бъде много различна от предназначението.
Електрическа заваръчна технология: Преди началото на покритието на шевовете частите са свързани с пластири - къси шевове, разположени на разстояние 80-250 mm един от друг
Затова преди работа частите са фиксирани с скоби, замазка и други устройства. В допълнение се правят ленти - кратки напречни шевове, поставени след няколко десетки сантиметра. Те закрепват детайлите, дават формуляр на продукта. При заваряване на фуги, те се прилагат от двете страни: така възникващите напрежения се компенсират. Само след заваряване на тихи подготвителни дейности.
Как да изберем ток за заваряване
Научете се да заври с електрическо заваряване Това е невъзможно, ако не знаете какво да зададете тока. Това зависи от дебелината на заварените части и използваните електроди. Тяхната зависимост е представена в таблицата.
Но с ръчно електрическо заваряване, всичко е свързано. Например, мрежата падна напрежение. Можете просто да не дадете необходимия текущ инвертор. Но дори и при тези условия е възможно да се работи: можете бавно да преместите електрода, да постигнете добро загряване. Ако не помогне, променете вида на движението на електрода - няколко пъти преминавайки на едно място. Друг начин е да се постави по-тънък електрод. Комбинирането на всички тези методи може да бъде постигнато с добра заварка дори при такива условия.
Как да готвя заваряване, сега знаете. Остава да изработи умения. Изберете машина за заваряване, купувайте електроди и маска за заваряване и продължете с практиката.
За да осигурите информация, погледнете урока за видео за заваряване.
Ако искате да научите как да използвате електрическото заваряване, първо трябва да получите необходимото оборудване, тъй като електрическото заваряване за начинаещи е отговорно. За прилагане у дома е достатъчно за заваръчната машина дори първоначалният тип. Въпреки че, съвсем някой е подходящ:
- изправител;
- инвертор;
- заваръчен трансформатор.
Е, ако граничната сила на тока ще надвишава 160 ампера. Също така се купуват чрез защита:
- заварчик;
- работни ръкавици;
- дрехи, изработени от гъст материал (несинтетичен);
- груба кожа или обувки на криза;
- чук;
- метална четка.
От фиксирани активи се нуждаете само от пожарогасител или поне една кофа с вода. Необходимо е също така да се спазват всички предпазни мерки с помощта на електрически уреди.

За да научите как да използвате електрическото заваряване, едно просто правило трябва да се помни: електродите трябва да бъдат избрани, като се вземат предвид дебелината на метала и силата на тока на устройството да проявява електрод.
Работейки върху заваръчен трансформатор, за всеки милиметър от дебелината на метал, ток от 30-40 ампера. Когато използвате инвертора, най-високият ток за електрод 3 mm дебелина е 80 ампера, тъй като със 100 ампера могат да отрежат метала. В случай на 2-мелничките с дебелина на дебелината, текущата сила е изложена на 20-30 ампера и при настройка на 40 ампера може да намали метала.
Преди да започнете за заваряване, трябва да подготвите работно място, както и детайла, който ще се използва за обучение с заваряване. Почистете заваръчната точка от ръжда и мръсотия с четка върху метал или с мелница. За фиксиране и докинг на заварените елементи се използват скоби или заместник.

Ученето на работа с заваръчната машина е необходимо от прости заваръчни ролки. За да направите това, трябва да купувате електроди с диаметър 3 mm. Начинаещите са достатъчни от ANO-21 или ANO-36, които се считат за универсални и евтини. По-добре е да се използват нови електроди, тъй като старите понякога сурови и стават неподходящи за работа.
Масовата скоба трябва да бъде прикрепена към частта, а електродът вмъкне в държача.
- Необходимо е да се почувства електрод в металната част, сякаш съвпадение, леко забавяне. Ако се появи дъга, тя трябва да се съхранява, като държи електрод няколко милиметра от повърхността на детайла и отстраняване към страната.
- Подслушването е вторият начин. Краят на електрод трябва да се подслушва върху детайла и веднага да го разкъса, държейки дъгата. Необходим е LED електрод на детайла, като поддържа пролуката от 3 до 5 мм.

Можете да научите как да готвите с машината за заваряване, след като сте научили първо, за да управлявате правилно на реколтата. Наклонът трябва да бъде около 75 градуса по посока на дъгата. След като показват правилната стойност на тока, дъгата ще бъде стабилна, а металът и електродът ще се регулират едновременно. Ако токът е твърде голям, металът ще започне да изгаря и пръска.
Опитваме се готвене
Опитайте се да готвите две детайли един с друг. Осветете дъгата и започнете електродът гладко да се движи по шева под ъгъл от 75 градуса. В същото време вибрационните движения трябва да се извършват от полумесеца, сякаш печелят метала от всяка заготовката до завареното съединение. Така ще намерите гладък и твърд шев. След охлаждането на метала трябва да победите шлаката с чук.
Основното нещо е да тренирате и тогава уменията ви ще започнат да се подобряват. В бъдеще можете да овладеете по-сложни техники за заваряване, например, готвене вертикални или таванни шевове. Такива способности, които винаги ще намерите приложение в икономиката.