Co vaří svářeči. Jak se naučit vařit svařováním: podrobné pokyny
Specializaci svářeč můžete získat po 2 letech studia na VOŠ nebo VOŠ, v extrémních případech můžete absolvovat kurzy. Pro ty, kteří to nechtějí dělat profesionálně, ale chtějí jednoduše zručně provádět svarové švy, pomůže následující výběr běžných svarů.
Svařovací nástroje
Nákup potřebného vybavení je důležitou přípravou pro úspěšné dokončení svarů. Hlavním zařízením pro jejich vytvoření je svařovací stroj. Jeho variace mohou pracovat na stejnosměrném i střídavém proudu. Při práci na svařovacím stroji musíte zakoupit elektrody.Pokud je použito obloukové svařování, pak se elektrody při konstantním proudu pohybují jedním směrem, který je určen podle polarity.
Existuje několik svařovacích strojů:
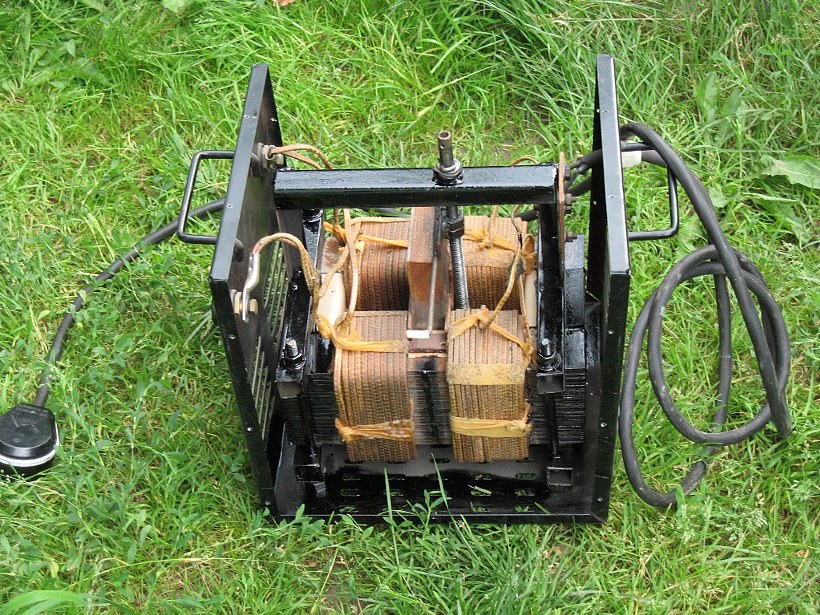
- Transformátor ... Přeměňuje elektřinu dodávanou sítí na střídavý proud pro proces svařování. Pokud si vyberete jeho levnou verzi, můžete získat těžké zařízení, se kterým se během přepravy vyskytnou potíže, stejně jako vysoká stálost oblouku a ztráta napětí během provozu.
- Usměrňovač ... Převádí střídavý síťový proud na stejnosměrný proud pro svařování. Má téměř stejné nevýhody a výhody jako předchozí zařízení. Ale kvalita švů po aplikaci je mnohem lepší, protože zachovává stabilitu oblouku.
- Střídač ... Poskytuje konstantní proud a napětí pro svařování. Jedná se o kompaktní zařízení, které zajišťuje plynulou regulaci proudu, od svých protějšků se liší rychlou odezvou a snadným zapalováním.
Svařovací invertory nové generace předčí v přesnosti dříve používané transformátory, generátory a usměrňovače, polaritu lze na nich nastavit nezávisle. Pro začátečníky se doporučuje zvládnout svařování s invertory.
Úspěšné použití těchto zařízení závisí na správném pojetí polarity. Pokud je zvolena přímá polarita, pak vodič s "mínus" jde k elektrodě a s "plus" - na svorku "zem". Opačná polarita způsobí opak.
Svařovací stroj je napájen proudem přes dráty s rychloupínacími svorkami. Vodiče musí být měděné a izolované, vedou proud a syntetická fólie funguje jako separátor.
Elektrody pro svařování kovů jsou vyrobeny ze svařovacího drátu. Ale pro litinu se používá výplňový drát s grafitovou tyčí. Litina je na rozdíl od oceli velmi křehký materiál a musí se svařovat za studena. Při svařování je nutné neustále sledovat zahřívání jeho povrchu, jinak může dojít k prasklinám. Šev se neprovádí v jednom kuse, ale ve fitkách a začíná povinným zatloukáním.
Základy začínajícího svářeče
Zvládnutí svařování začíná školením na nepotřebných kusech kovu. Je lepší zásobit se nádobou s vodou, pokud náhle kvůli nezkušenosti dojde k požáru, bude možné požár rychle odstranit. Při prvních krocích musíte být opatrní a ostražití, i když se odrazí malá jiskra, bude to stačit k založení ohně:- Na vybraném zařízení se kontroluje izolace kabelu, správnost jeho naplnění do držáku.
- Nastaví se požadovaná hodnota proudu se zaměřením na průměr elektrody.
- Zapálí se oblouk, který se nastaví na sklon 60-70 stupňů a pomalu se táhne podél svařovaného povrchu. Díl se dotýká obloukem, když z elektrody vycházejí jiskry. Při svařování je třeba dodržet vzdálenost mezi obloukem a elektrodou 5 mm. Během provozu elektrody vyhoří. Pokud se elektroda při pohybu přilepí na kov, je nutné ji vychýlit do strany.
- Oblouk se nemusí objevit napoprvé, pak se velikost proudu zvýší tak, že se získá oblouk o konstantní délce 5 mm.
- Když se ukáže, že to zapálí, musíte se pokusit svařit korálek a pokusit se shromáždit roztavený kov do středu oblouku.
Správné provedení svislého svaru (video)
Toto video ukazuje, jak vyrobit vertikální šev na tenkém kovu, jehož tloušťka je pouze 2 mm.Pro svařování se používají korejské elektrody o průměru 2,6 mm. Obvykle se takové švy vyrábějí s úhlem dopředu, ale protože se používá profil, na kterém je vytvořena malá mezera, bude práce kolmá nebo s mírným protisklonem. Pro srovnání švů se nejprve polovina mezery svaří při 45 ampérech a poté se přepne na 60 a 70. Prostřednictvím světelného filtru je vidět, že svařování se provádí ze spodní části profilu. Výsledkem jsou 2 oka. Jak vidíte, při 70 ampérech to vychází hladší a přesnější.
Jak svařit stropní šev elektrickým svařováním? (video)
Tento typ svaru je proveden na příkladu tenkých desek, pro které jsou použity SSSI elektrody se základním povlakem.Zde jsou pokyny pro svařování:
- První pohyb elektrody se provádí vzorem "rybí kosti", přičemž je třeba provádět malé oscilační pohyby. Při svařování stropního švu se používá proud 85 ampér, provádí se bez oddělení. Dalším provedením takového švu je pohyb elektrody mírně dozadu a potom dopředu.
- Poté, co byly všechny desky svařeny, přistoupí k vytvoření polostropního koutového švu, který se provádí počínaje malým švem a vracejícím se, a poté se použije stejná „rybí kost“, provedená se zpětným úhlem. Pro koutový svar musí být nastaven vyšší proud 90 ampér. Druhou metodou můžete provádět koutové svařování pohybem tam a zpět.
- Poslední švy jsou provedeny na přeplátovaném spoji desek. Jedná se o polostropní spoj. Vzhledem k tomu, že horní deska je tenká, je třeba pohyby rybí kosti provádět plynule s malým krokem, aniž by se na ni příliš nakládala elektroda, aby nedocházelo k výbuchům. Pohyb na jednom švu lze kombinovat. Proud zůstává stejný - 90 ampér.
Překrývající se šev ukazuje, že při provádění širokých pohybů elektrodou se díky tenké platině tvoří podříznutí. Na začátku švů jsou póry, které vznikly v důsledku špatného čištění kovu.
Svařovací videonávod pro začátečníky
Schopnost vařit švy se vyznačuje jejich krásou a kvalitou. Chcete-li splnit tyto požadavky, musíte mít určité dovednosti. Lze je získat pouze zkušenostmi. A pro začínající svářeče-svářeče není lepší návod než video od profesionála, ve kterém je na policích rozloženo, jak správně a spolehlivě svařovat švy.Mezera mezi trubkami je 2 milimetry. Tavení potrubí bude prováděno s odtahem pomocí rutilových elektrod. Svařování se provádí pod úhlem dozadu, bodově bez trhání elektrody, na stejném místě, dokud se nevytvoří housenka. Skutečný proud v přístroji bude přibližně 110 ampér. Průběh svařování je zobrazen přes světelný filtr a za denního světla. Před vytvořením švu je třeba elektrodu trochu ohnout, aby bylo vaření pohodlnější. Při zkoumání švu zhotoveného světelným filtrem po odražení strusky je vidět, že tvoří rovnoměrný příval, jen v místě zámečku jej autor videa vylepšuje kapkou navíc.
Hlavním předpokladem pro získání krásných ohybových švů je použití vhodné metody svařování a polohy oblouku.
Po zakoupení potřebného nástroje a správném provedení přípravných prací můžete nezávisle provádět švy uvedené v článku. A správnost jejich vytvoření lze kontrolovat porovnáním s prezentovanými příklady ve videonávodech od profesionálů ve svařování.
Svar je jedním z nejspolehlivějších způsobů spojování dílů. Používá se v průmyslu a každodenním životě. Každý domácí kutil čas od času používá svařování. Je dobré, když umí sám vařit, ale často se musí obracet na specialisty. Ale svařování je docela možné se naučit. Měli byste začít tím nejjednodušším: elektrické svařování pro začátečníky je především naučit se provádět různé švy. Složitější práce lze provádět pouze získáváním zkušeností. Pojďme se podívat na základy technologie a některé triky procesu svařování.
Kde začít - přípravná fáze
Nejprve je třeba připravit vybavení. Určitě budete potřebovat svářečku, sadu elektrod, struskové kladivo a kartáč. Průměr elektrody se volí v závislosti na tloušťce plechu. Nezapomeňte na ochranu. Připravíme si svářečskou masku se speciálním světelným filtrem, těsné oblečení s dlouhým rukávem a rukavice, nejlépe semišové. Dále budete potřebovat svařovací usměrňovač, transformátor nebo invertor – zařízení přeměňující střídavý proud na stejnosměrný proud nezbytný pro svařování.

Před prací je nutné si připravit ochranné pomůcky, které zahrnují speciální masku se světelným filtrem, semišové rukavice a oděv s dlouhým rukávem a také potřebné nářadí
Technologie procesu svařování
Svařování je vysokoteplotní proces. Pro jeho realizaci je vytvořen elektrický oblouk, který je přidržován od elektrody k obrobku, který má být svařován. Pod jeho vlivem se roztaví základní materiál a kovová tyč elektrody. Jak říkají odborníci, vzniká svarová lázeň, v ní se mísí základní a elektrodový kov. Velikost vytvořené lázně přímo závisí na zvoleném režimu svařování, prostorové poloze, rychlosti oblouku, tvaru a velikosti hrany atd. V průměru je jeho šířka 8-15 mm, délka je 10-30 mm a hloubka je asi 6 mm.
Povlak elektrody, tzv. povlak, tvoří při roztavení zvláštní plynovou zónu v oblasti oblouku a nad lázní. Vytlačuje veškerý vzduch z oblasti sváru a zabraňuje interakci roztaveného kovu s kyslíkem. Navíc obsahuje páry jak základních, tak elektrodových kovů. Na povrchu švu se tvoří struska, která také zabraňuje interakci taveniny se vzduchem, což negativně ovlivňuje kvalitu svařování. Po postupném odstraňování elektrického oblouku začne kov krystalizovat a vytvoří se šev, který spojuje svařované díly. Na ní je ochranná vrstva strusky, která je následně odstraněna.
V procesu vytváření svaru se povlak elektrody roztaví a vytvoří speciální plynovou zónu. Uvnitř ní dochází ke smíchání základního kovu a elektrody.
Základy obloukového svařování
V doporučeních, jak správně vařit elektrickým svařováním, je zvláštní pozornost věnována začátku procesu. První zkušenost se svařováním je nejlepší získat pod vedením specialisty, který dokáže opravit případné chyby a poskytnout užitečné rady. Měli byste se pustit do práce a bezpečně opravit součást. Z důvodu požární bezpečnosti musíte blízko sebe postavit kbelík s vodou. Ze stejného důvodu nesmíte provádět svářečské práce na dřevěné podložce a nedbale ošetřovat i velmi malé zbytky použité elektrody.
"Uzemňovací" svorku bezpečně upevníme. Zkontrolujeme, zda je kabel izolovaný a pečlivě zastrčený do speciálního držáku. Na svářečce nastavíme vypočtenou hodnotu aktuálního výkonu, která musí odpovídat zvolenému průměru elektrody. Zapálíme oblouk. Chcete-li to provést, nastavte elektrodu pod úhlem asi 60 ° vzhledem k produktu. Pomalu ho kreslíme po povrchu. Měly by se objevit jiskry, nyní se elektrodou dotkneme kovu a zvedneme ji do výšky ne více než 5 mm.
Pokud byla operace provedena správně, zapálí se oblouk. Mezera 5 mm musí být zachována v celém svaru. Je třeba mít na paměti, že při správném svařování kovu elektrickým svařováním elektroda postupně vyhoří, proto ji neustále mírně přibližujeme ke kovu. Pohybujte elektrodou pomalu, pokud se náhle přilepí, budete ji muset mírně vychýlit do strany. Pokud se oblouk nezapálí, může být nutné zvýšit proud.
Poté, co můžete snadno zapálit a udržovat oblouk, je čas přejít k tavení korálku. Zapálíme oblouk, pomalu a plynule pohybujeme elektrodou vodorovně a provádíme s ní lehké oscilační pohyby. Roztavený kov je přitom „nabírán“ až do samého středu oblouku. Výsledkem by měl být silný svar s malými vlnami svaru.
Pokud v procesu svařování dílů elektroda téměř úplně vyhoří a šev ještě není dokončen, práce se dočasně zastaví. Použitý prvek vyměníme za nový, odstraníme strusku a pokračujeme v práci. Ve vzdálenosti asi 12 mm od prohlubně vytvořené na konci švu, které se také říká kráter, zapálíme oblouk. Elektrodu přivedeme do vybrání tak, aby se z kovu staré a nově instalované elektrody vytvořila slitina, po které pokračuje švové svařování.
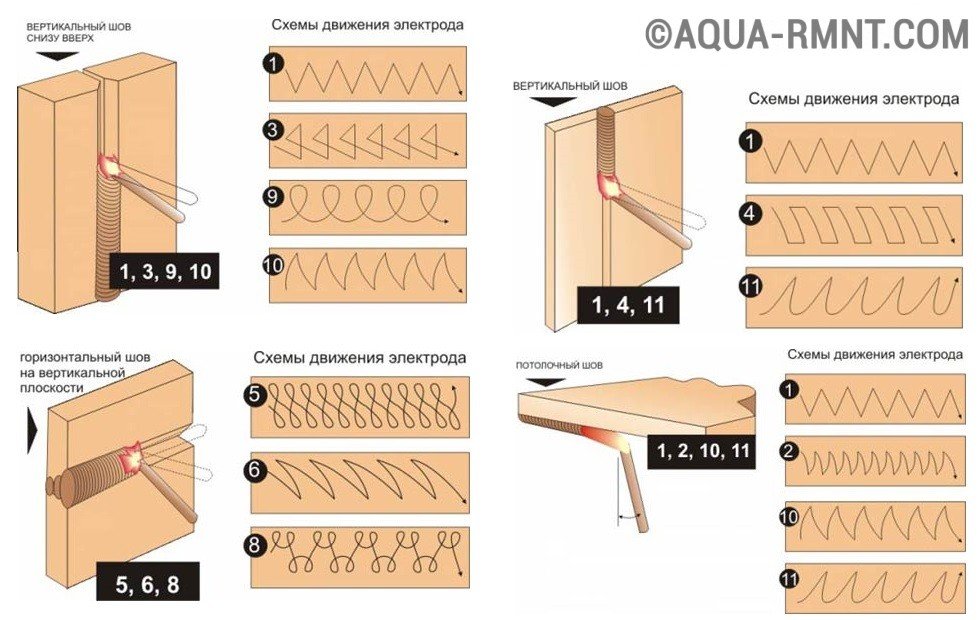
V procesu svařování elektroda vykonává určité pohyby, zejména translační, podélné a příčné. Z jejich kombinací se vyrábějí různé typy švů, nejběžnější jsou znázorněny na schématu
Trajektorie oblouku během svařování dílů může být provedena ve třech směrech:
- Překladové. Předpokládá pohyb oblouku podél osy elektrody. Je tedy snadné udržet stabilní délku oblouku.
- Podélný. Tvoří válec pro svařování vláken, jehož výška závisí na rychlosti pohybu elektrody a její tloušťce. Toto je normální šev, ale velmi tenký. K jeho upevnění se v procesu pohybu elektrody podél svarového švu provádějí také příčné pohyby.
- Příčný. Umožňuje získat požadovanou šířku švu. Provádí se kývavými pohyby. Jejich šířka se volí na základě velikosti a polohy švu, tvaru jeho střihu atd.
V praxi se používají všechny tři základní pohyby, které se na sebe nakládají a tvoří určitou trajektorii. Existují klasické možnosti, ale každý mistr má obvykle svůj vlastní rukopis. Hlavní věc je, že v průběhu práce jsou okraje spojovaných prvků dobře roztaveny a je získán šev daného tvaru.
Vlastnosti svařování potrubí
Svařování elektrickým obloukem může vytvořit vertikální šev, který je umístěn na straně trubky, horizontální - podél jejího obvodu. Stejně jako strop a dno, umístěné nad a pod. Kromě toho je druhý z nich považován za nejvhodnější k provedení. Ocelové trubky jsou obvykle svařovány natupo s povinným prostupem všech hran po výšce stěny. Pro snížení průhybu uvnitř trubky je zvolen úhel sklonu elektrody ne větší než 45 ° vzhledem k horizontále. Výška spáry - 2-3 mm, šířka - 6-8 mm. Při svařování s přesahem je výška švu asi 3 mm a šířka 6-8 mm.
Před zahájením svařování trubky elektrickým svařováním provádíme přípravné práce:
- Díl důkladně očistíme.
- Pokud jsou konce trubky zdeformované, odřízněte je nebo narovnejte.
- Okraje začistíme. Očistíme minimálně 10 mm vnější a vnitřní roviny přiléhající k okrajům trubky do kovového lesku.
Nyní můžete začít svařovat. Všechny spoje jsou zpracovávány průběžně, až po kompletní svařování. Otočné a neotočné spoje trubek do šířky stěny 6 mm se provádějí minimálně ve 2 vrstvách. Při šířce stěny 6-12 mm se provádějí tři vrstvy, více než 19 mm - čtyři. Zvláštností svařování trubek je, že každý šev, který je aplikován na spoj, musí být očištěn od strusky, po které se provede další. První šev je nejkritičtější. Mělo by se úplně roztavit všechny hrany a otupení. Zvláště pečlivě se zkoumá na praskliny. Pokud jsou přítomny, jsou roztaveny nebo řezány a fragment je znovu svařen.

Finální vrstva je provedena co nejrovnoměrněji s plynulým přechodem na základní kov
Druhá a všechny následující vrstvy se provádějí pomalým otáčením trubky. Konec a začátek všech vrstev musí být posunut oproti předchozí vrstvě o 15-30 mm. Finální vrstva je provedena s plynulým přechodem na základní kov a s rovným povrchem. Pro zlepšení kvality svařovacích trubek elektrickým svařováním se každá následující vrstva provádí v opačném směru než předchozí a jejich uzavírací body jsou nutně od sebe vzdáleny.
Vlastní svařování je poměrně komplikovaný úkol. Pokud si však přejete, stále to můžete zvládnout. Musíte se naučit základní pravidla procesu a postupně se naučit provádět nejjednodušší cvičení. Nemusíte ztrácet čas a úsilí, abyste zvládli základy, které se stanou základem mistrovství. Následně můžete bezpečně přejít ke složitějším technikám a zdokonalovat své dovednosti.
Svařování elektrickým obloukem je způsob spojování kovových dílů, při kterém dochází k roztavení spojovaných dílů obloukovým výbojem v zóně jejich styku s následným ztuhnutím a vytvořením trvalého spojení. Zdrojem tepla pro obloukové svařování je svařovací oblouk - elektrický stabilní výboj v ionizované směsi par materiálů a plynů, vyznačující se vysokou proudovou hustotou a vysokou (4500-6000 °C) teplotou, která přesahuje bod tání všechny známé kovy.
Struktura svařovacího oblouku
Pro vytvoření elektrického výboje se do svařovaného kovu a svařovací elektrody přivádí konstantní nebo střídavé napětí ze zdroje energie (svařovacího stroje). V důsledku toho vzniká mezi tyčí elektrody a kovem svařovací oblouk. Jeho odpor převyšuje odpor elektrody a drátů, takže hlavní část tepelné energie se uvolňuje přesně v oblouku.Pro vytvoření oblouku a udržení jeho hoření musí být v prostoru mezi elektrodou a svařovaným kovem kladně a záporně nabité částice - elektrony a ionty. Proces jejich vzniku, nazývaný ionizace, se provádí při zapalování oblouku a je nepřetržitě udržován při jeho hoření.
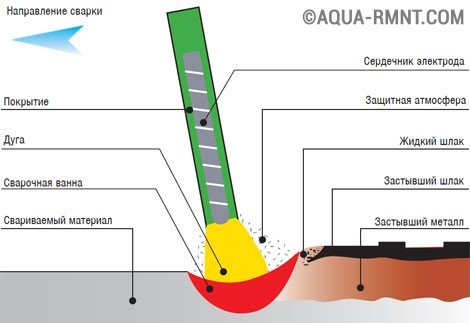
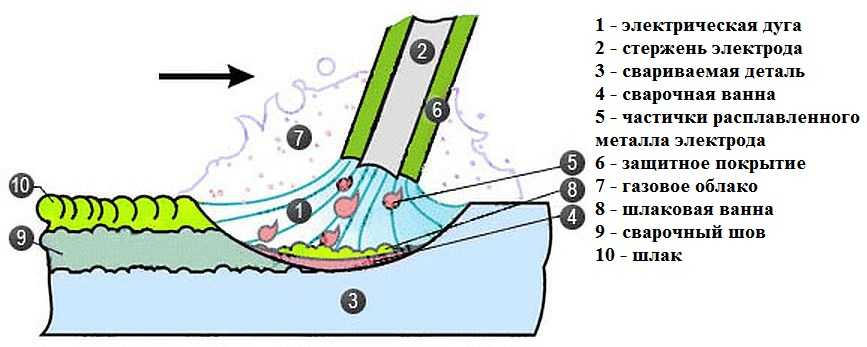
Níže uvedený obrázek ukazuje schéma svařovacího oblouku a procesu tvorby švu. Vlivem vysoké teploty oblouku (1) se taví elektroda (2), její povlak (6) a svařovaný kov (3). V místě taveniny se vytvoří svarová lázeň (4), do které se přenášejí kapky roztavené elektrody (5). Roztavený povlak (6) tvoří plynový oblak (7) a struskovou lázeň (8), které chrání kov před účinky kyslíku a dusíku. Jak elektroda postupuje, kov se ochlazuje a krystalizuje a vytváří svar (9) se struskovou krustou (10) na povrchu.
![]()
Potřebné komponenty pro elektrické svařování
Abyste mohli svařovat kovy elektrickým svařováním, musíte mít:- zdroj energie (svařovací stroj);
- svařovací přídavné materiály (např. elektrody) vhodné pro svařovaný kov;
- ochranné oděvy (hlavně ochranná maska);
- kladivo a kovový kartáč k odstranění strusky.
Před zahájením práce se svařovacím strojem je nutné očistit svařovaný kov od cizích látek a nečistot - olej, barva, rez, okuje atd. Jejich přítomnost na kovu vede k narušení stejnoměrnosti švu a svaru. tvorba pórů. Čištění se provádí libovolnými vhodnými nástroji a materiály - drátěným kartáčem, kladivem, hadry s rozpouštědlem (například benzínem). Odolné nečistoty lze ošetřit plamenem plynového hořáku (foukací svítilnou) s následným kartáčováním.
Druhy svarových spojů
Při svařování se používají různé druhy svarových spojů. Je jich docela dost, jen tupé rozlišují 32 typů. Existují však pouze čtyři hlavní: tupo (1), roh (2), odpaliště (3), překrývající se (4). Pomocí rohových a T-spojů lze hrany vzájemně spojovat v libovolném úhlu.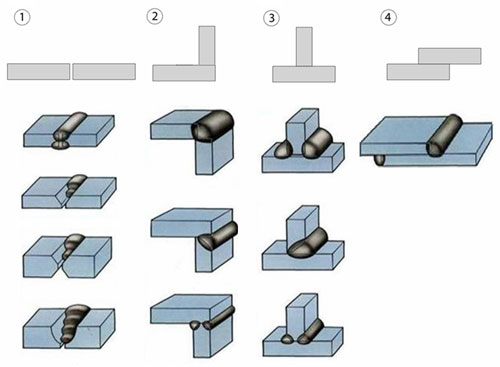
Při tloušťce kovu větší než 3 mm se doporučuje vytvořit drážku, která vám umožní vytvořit šev, který prochází celou tloušťkou kovu. Drážkování umožňuje svařovat s několika švy (vrstvami) malého průřezu, snižuje se tím pnutí a deformace a zlepšuje se struktura svarového spoje.
Úhel drážky může být různý - od 25 do 50 °, v závislosti na tloušťce kovu, typu spoje a požadavcích na pevnost švu. Doma, při práci s malými díly, je řezání nejjednodušší provádět na ostřicím stroji. Při práci s velkými díly můžete použít plynový hořák. Pokud drážku z nějakého důvodu nelze provést, zvýší se svařovací proud, aby se kov svařil v celé tloušťce.
Sestavení konstrukce před svařováním
Charakteristickým rysem svarového spoje je silná deformace konstrukce. Během ochlazování kov švu „táhne“ výrobek a porušuje jeho tvar. Pokud nebudou přijata příslušná opatření, tvar svařované konstrukce bude velmi odlišný od toho, co bylo plánováno. Pravé úhly se změní na ostré nebo tupé, rovinnost povrchů bude narušena.Proti deformaci se bojuje pevnou sestavou a úchyty. Spojované části jsou upevněny v určité poloze pomocí svorek, svorek, spon a dalších zařízení. Ale i pevný produkt může vést, pokud není vyroben na potřebných místech "uvízl" - krátké švy malého úseku na různých místech konstrukce. Ta musí být umístěna tak, aby se napětí ve švech vzájemně kompenzovala. Například u tupých spojů jsou svorky vyrobeny z různých stran součásti.
Polarita připojení
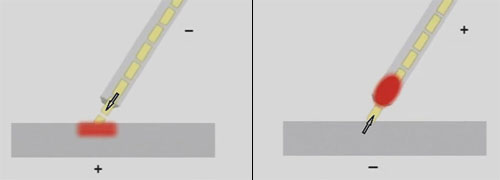
Práce se stejnosměrným svařovacím strojem poskytuje další možnost ovládání svařovacího režimu prohozením připojení kabelu držáku (elektrody) a "hmotové" (materiálové) svorky. V normálním režimu je elektroda připojena ke svorce mínus a materiál ke svorce plus. Toto spojení se nazývá "přímá polarita" a poskytuje lepší ohřev svařovaného materiálu, což je přesně to, co je ve většině případů nutné kvůli jeho masivnosti.Fyzikální povaha silnějšího ohřevu kovu s „přímou“ polaritou je taková, že tok elektronů, což je elektrický proud, se pohybuje od „mínusu“ k „plusu“, od katody k anodě (v tomto případě k svařovaný kov), přenášející na něj svou energii pohybu a ohřevu navíc k ohřevu elektrickým obloukem.
Někdy je nutné snížit zahřívání kovu - při svařování tenkostěnných materiálů (aby se zabránilo propálení) nebo legovaných ocelí (aby se zabránilo vyhoření legujících prvků). V tomto případě je použita obrácená polarita, přičemž elektroda se připojí na „+“ a materiál, který má být svařován, na „-“. V tomto případě tok elektronů změní svůj směr a nezahřeje kov, ale elektrodu.
V označení některých elektrod je vyznačena polarita zapojení, kterou je nutné dodržet. Ale v podstatě jakákoli elektroda může pracovat s různými polaritami, pokud se kvalita svařování nebude lišit. Pokud je "přirozená" polarita elektrody neznámá, musíte s ní pracovat, měnit ji, případně vybrat tu, která poskytuje nejlepší kvalitu svařování.
Technologie svařování oceli obalenými tyčovými elektrodami
Otázka - jak se naučit vařit elektrickým svařováním - má pouze jednu odpověď - praxi. Svařovacím mistrem se nemůžete stát pouze studiem teorie. A přesto je užitečné se před zahájením praktické práce seznámit s teoretickými základy.Zapálení oblouku... Oblouk může vzniknout buď při průrazu plynu (vzduchu), nebo v důsledku kontaktu elektrod s jejich následným stažením na vzdálenost několika milimetrů. První způsob (vzduchový průraz) je možný pouze při vysokém napětí, např. při napětí 1000V a mezeře mezi elektrodami 1 mm. Tento způsob zapálení oblouku se obvykle nepoužívá kvůli nebezpečí vysokého napětí. Když je oblouk napájen vysokým napětím (více než 3000 V) a vysokofrekvenčním (150-250 kHz) proudem, lze dosáhnout vzduchového průrazu s mezerou mezi elektrodou a součástí až 10 mm. Tento způsob zapálení oblouku je pro svářeče méně nebezpečný a často se používá.
Druhý způsob zapálení oblouku vyžaduje potenciální rozdíl mezi elektrodou a součinem 40-60V, proto se používá nejčastěji. Když se elektroda dotkne obrobku, vytvoří se uzavřený svařovací okruh. V okamžiku, kdy je elektroda sejmuta z produktu, elektrony, které jsou na katodové skvrně zahřáté od zkratu, se oddělí od atomů a elektrostaticky se přesunou k anodě a vytvoří elektrický oblouk. Oblouk se rychle stabilizuje (během mikrosekundy). Elektrony, které opustí katodovou skvrnu, ionizují plynovou mezeru a objeví se v ní proud.
Rychlost zapálení oblouku závisí na vlastnostech zdroje energie, na síle proudu v okamžiku kontaktu elektrody s výrobkem, na době jejich kontaktu, na složení plynové mezery. Rychlost zapálení oblouku je ovlivněna především hodnotou. Čím vyšší je hodnota proudu (při stejném průměru elektrody), tím větší bude průřez katodové skvrny a tím vyšší bude proud na začátku zapálení oblouku. Velký proud elektronů způsobí rychlou ionizaci a přechod ke stabilnímu obloukovému výboji.
Se zmenšením průměru elektrody (tj. se zvýšením proudové hustoty) se dále zkracuje doba přechodu ke stabilnímu obloukovému výboji.
Rychlost zapálení oblouku je také ovlivněna polaritou a typem proudu. Při stejnosměrném proudu a obrácené polaritě (tj. plus zdroje proudu je připojen k elektrodě) je rychlost zapálení oblouku vyšší než u střídavého proudu. Pro střídavý proud musí být zapalovací napětí minimálně 50-55V, pro stejnosměrný proud minimálně 30-35V.
K opakovanému zapálení svařovacího oblouku po jeho zhasnutí v důsledku zkratů kapkami kovu elektrody dojde samovolně, pokud je teplota konce elektrody dostatečně vysoká.
Nejpohodlnější způsob, jak zapálit oblouk, je udeřit špičkou elektrody na kov. Tímto pohybem vznikne oblouk a povlak se začne tavit. V tomto případě k přilepení elektrody nedochází. Abyste nezanechali stopy na čistém kovu, musíte se poškrábat podél linie budoucího švu a přesunout elektrodu na její začátek.
Dojde-li k přítoku na hrotu, je nutné jej odklepnout poklepáním elektrody na kov - nejlépe na ten, ke kterému není připojena "hmota", jinak se elektroda může přilepit. Pokud je špička elektrody nadměrně odkryta, aby nedošlo k přilepení, je třeba na ni několikrát udeřit, aby se obnažený kov roztavil.

Volba průměru elektrody a síly svařovacího proudu... Průměr elektrody a proudová síla se volí především s ohledem na tloušťku svařovaného kovu. Pro počáteční výběr průměru elektrody a proudu můžete použít následující tabulku, jejíž hodnoty odpovídají spodnímu švu.
Svařovací proud je také uveden v charakteristice elektrody na jejím obalu.
Při provádění svarů ve vertikální poloze a poloze nad hlavou se používají elektrody o průměru nejvýše 4 mm. Pokud existuje drážka nebo je nutné svařit mezeru mezi díly, lze kořenový šev provést elektrodou o menším průměru - 2,5-3 mm.

Přibližnou hodnotu konstantního svařovacího proudu lze vypočítat pomocí vzorce I = K d, kde já- proudová síla, NA- koeficient, d je průměr elektrody. Součinitel NA se volí v závislosti na průměru elektrody.
Tento výpočet umožňuje určit hodnotu proudu pro spodní šev při svařování stejnosměrným proudem. Když se tyto podmínky změní, vzorec by se měl změnit:
- Pokud existuje vertikální šev, který má být vyvařen, musí být do vzorce vložen korekční faktor 0,9. Výsledkem je, že vzorec bude mít tvar I = 0,9 K d.
- Při zhotovení stropního spoje je třeba hodnotu korekčního faktoru snížit na 0,8 (I = 0,8 K d). To vám umožní získat menší objem roztaveného kovu a rychlejší krystalizaci.
- Při svařování na střídavý proud by měla být hodnota svařovacího proudu zvýšena o 10-15A.
Optimální hodnota proudu by měla být zvolena během provozu v závislosti na konkrétních podmínkách.
Pokud je jako zdroj energie použit svařovací transformátor nebo usměrňovač, může se při změně napájecího napětí skutečná síla proudu lišit od hodnoty nastavené na stroji. Pokud je nízký (například večer), skutečný svařovací proud bude nižší než hodnota indikovaná přepínačem.
Technologie svařování
Pro vznik elektrického oblouku jsou zapotřebí dva vodivé prvky s opačným nábojem. Jeden je kovový kus a druhý je elektroda.
Elektrody, které se používají pro ruční svařování elektrickým obloukem, jsou kovové jádro pokryté speciální ochrannou směsí. Existují také grafitové a uhlíkové nekovové svařovací elektrody, které se však používají pro speciální práce a začínajícímu svářeči přijdou vhod jen stěží.
Když se elektroda a kov, které mají různou polaritu, dotknou, vznikne elektrický oblouk. Po jeho vzhledu, v místě, kam směřuje, se kov součásti začne tavit. Současně se kov elektrodové tyče taví a je přenášen elektrickým obloukem do tavicí zóny: svařované lázně.
Jak vzniká svarová lázeň. Bez pochopení tohoto procesu nepochopíte, jak správně vařit kov (Chcete-li zvětšit velikost obrázku, klikněte na něj pravým tlačítkem)
Při tomto procesu také ochranný povlak hoří, částečně se taví, částečně se odpařuje a uvolňuje určité množství žhavých plynů. Plyny obklopují svarovou lázeň a chrání kov před interakcí s kyslíkem. Jejich složení závisí na typu ochranného nátěru. Roztavená struska také pokrývá kov a pomáhá udržovat jeho teplotu. Pro správné svařování je nutné zajistit, aby struska zakrývala svarovou lázeň.
Svar se získá pohybem lázně. A pohybuje se, když se pohybuje elektroda. To je celé tajemství svařování: musíte pohybovat elektrodou určitou rychlostí. Důležité je také v závislosti na požadovaném typu připojení správně zvolit jeho úhel sklonu a aktuální parametry.
Jak se kov ochlazuje, vytváří se na něm strusková krusta - výsledek spalování ochranných plynů. Také chrání kov před kontaktem s kyslíkem ve vzduchu. Po vychladnutí se zatluče kladivem. V tomto případě horké úlomky odlétají, proto je nutná ochrana zraku (nosit speciální brýle).
Jak správně svařovat kov
Naučit se správně držet elektrodu a pohybovat vanou k dobrému výsledku nestačí. Musíte znát některé jemnosti chování spojovaných kovů. A zvláštnost spočívá v tom, že šev "vytahuje" detaily, kvůli kterým mohou být zkosené. V důsledku toho se tvar výrobku může velmi lišit od zamýšleného.
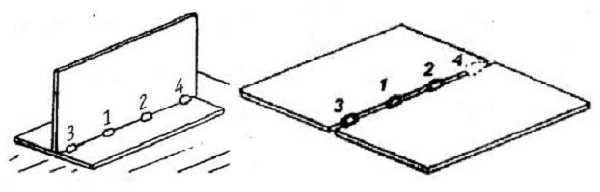
Technologie elektrického svařování: před zahájením švu jsou díly spojeny cvočky - krátkými švy umístěnými ve vzdálenosti 80-250 mm od sebe
Proto jsou před prací díly upevněny svorkami, sponami a dalšími zařízeními. Kromě toho se vyrábí chňapky - krátké příčné švy, kladené po pár desítkách centimetrů. Drží díly pohromadě a dávají výrobku tvar. Při svařování spojů se uplatňují na obou stranách: tím se kompenzují vzniklá napětí. Teprve po tichých přípravných opatřeních začněte se svařováním.
Jak vybrat svařovací proud
Je nemožné naučit se vařit elektrickým svařováním, pokud nevíte, jak nastavit proud. Záleží na tloušťce svařovaných dílů a použitých elektrodách. Jejich závislost je uvedena v tabulce.
Ale u ručního svařování elektrickým obloukem je vše propojeno. Například v síti kleslo napětí. Střídač prostě nemůže poskytnout požadovaný proud. Ale i za těchto podmínek je možné pracovat: elektrodou můžete pohybovat pomaleji a dosáhnout dobrého zahřátí. Pokud to nepomůže, změňte typ pohybu elektrody - několikrát projděte stejným místem. Dalším způsobem je umístit tenčí elektrodu. Kombinací všech těchto metod lze i za těchto podmínek dosáhnout dobrého svaru.
Nyní víte, jak vařit svařováním. Zbývá vypracovat dovednosti. Vyberte si svářečku, kupte elektrody a svářecí masku a začněte cvičit.
Chcete-li konsolidovat informace, podívejte se na video tutoriál o svařování.
Pokud se chcete naučit používat elektrické svařování, měli byste si nejprve pořídit potřebné vybavení, protože elektrické svařování je pro začátečníky zodpovědná záležitost. Pro domácí použití stačí svařovací stroj, dokonce i počátečního typu. I když naprosto cokoli udělá:
- usměrňovač;
- střídač;
- svařovací transformátor.
Je dobré, když proudový limit přesahuje 160 ampér. Měli byste si také pořídit ochranné pomůcky:
- svářečská maska;
- pracovní rukavice;
- oděvy vyrobené z hustého materiálu (ne syntetického);
- boty vyrobené z hrubé kůže nebo plachtoviny;
- kladivo;
- kovový kartáč.
Z hlavního bezpečnostního vybavení potřebujete pouze hasicí přístroj nebo alespoň kbelík s vodou. Při používání elektrických spotřebičů musíte také dodržovat všechna bezpečnostní opatření.

Chcete-li se naučit, jak používat elektrické svařování, měli byste si zapamatovat jedno jednoduché pravidlo: elektrody musí být vybrány s ohledem na tloušťku kovu a proudová síla zařízení musí být nastavena podle typu elektrody.
Při práci na svařovacím transformátoru je na každý milimetr tloušťky kovu nastaven proud 30-40 ampér. Při použití invertoru je maximální proud pro elektrodu o tloušťce 3 mm 80 ampér, protože při 100 ampérech může řezat kov. V případě elektrod o tloušťce 2 mm je síla proudu nastavena na 20-30 ampér a při nastavení na 40 ampér může řezat kov.
Před zahájením svařování je třeba připravit pracoviště a také obrobky, které budou použity k výuce svařování. K odstranění rzi a nečistot z místa svařování použijte kovový kartáč nebo brusku. Pro upevnění a spojení svařovaných prvků je třeba použít svorky nebo svěrák.

Musíte se naučit pracovat se svařovacím strojem od jednoduchého - svařování válců. K tomu je potřeba zakoupit elektrody o průměru 3 mm. Pro začátečníky bude stačit ANO-21 nebo ANO-36, které jsou považovány za univerzální a nejlevnější. Je lepší použít elektrody nové, protože ty staré někdy navlhnou a stanou se nepoužitelnými.
Svorka hmoty musí být připevněna k dílu a elektroda musí být vložena do držáku.
- Je nutné udeřit elektrodou na kovovou část jako zápalkou a mírně zpomalit. Pokud dojde k oblouku, je nutné jej přidržet tak, že elektrodu podržíte několik milimetrů od povrchu obrobku a dáte ji stranou.
- Klepání je druhý způsob. Musíte poklepat koncem elektrody na obrobek a okamžitě jej odtrhnout, držet oblouk. Je nutné pohánět elektrodu podél obrobku a udržovat mezeru 3 až 5 mm.

Můžete se naučit, jak vařit pomocí svářečky, když se nejprve naučíte, jak správně vést elektrodu přes obrobek. Sklon by měl být asi 75 stupňů ve směru oblouku. Nastavením správné hodnoty proudu bude oblouk stabilní a kov a elektroda se roztaví současně. Pokud je proud příliš vysoký, kov začne hořet a prskat.
Zkouším vařit
Zkuste svařit dva kusy dohromady. Zapalte oblouk a začněte hladce klouzat elektrodou podél švu pod úhlem 75 stupňů. V tomto případě by měly být oscilační pohyby prováděny s půlměsícem, jako by se shrnoval kov z každého obrobku do svarového spoje. Tímto způsobem budete mít rovnoměrný a souvislý šev. Po vychladnutí kovu je nutné strusku odbít kladivem.
Hlavní věc je cvičit a pak se vaše dovednost začne zlepšovat. V budoucnu se budete moci naučit složitější svařovací techniky, jako je svařování vertikálních nebo horních švů. Využití takových schopností v domácnosti vždy najdete.