What boosters are boiled. How to learn how to brew welding properly: detailed instructions
You can get a specialty welder after 2 years of learning in a professional technician or college, as a last resort, you can go through courses. For those who do not want to do this professionally, but simply wants to skillfully perform welding seams, will help the following selection of common welding seams.
Tools for welding
Buying the necessary equipment is an important preparation for the successful implementation of welding seams. The main device for their creation is the welding machine. Its variations can work both from direct and variable current. When working on the welding machine, you need to purchase electrodes.If an electric arc welding is used, the electrodes at a constant current are moving in one direction, which is determined in accordance with the polarity.
There are several welding machines:
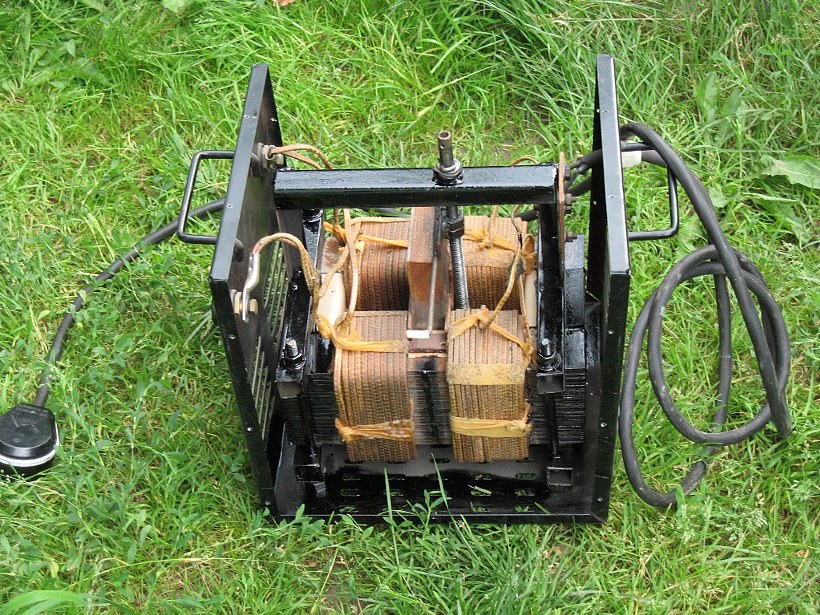
- Transformer . Using it, electricity supplied by the network is converted to an alternating current required for the welding process. If you choose a cheap option, you can get a heavy device with which difficulties in transportation will occur, as well as the high constancy of the arc and the loss of voltage during operation.
- Rectifier . It converts an alternating current of the network to constant for welding. It has almost the same shortcomings and dignity as the previous device. But the quality of the seams after its application is significantly better, as it holds the stability of the arc.
- Inverter . Provides direct current and tension for welding. This is a compact device, which provides for smooth current adjustment, it differs from its analogues by rapid triggering and easy ignition.
New generation welding inverters are exceeded by accuracy previously used for welding transformers, generators and rectifiers, polarity is allowed to be installed on them alone. Newcomers are recommended to develop welding with inverters.
The successful use of these devices depends on the correct concept of polarity. If direct polarity is selected, the wire with a "minus" goes to the electrode, and with the "plus" - on the terminal "Earth". With reverse polarity, everything will be done on the contrary.
The welding machine is provided by a current through the wires with rapid closer terminals. Conductors must be made of copper and insulated, they conduct a current, and the synthetic film functions as a separator.
Electrodes for welding metal are made of welding wire. But for cast iron, a random wire with a graphite rod is used. The cast iron, in contrast to steel, a very fragile material, and its welding should be carried out by the cold method. When performing welding, you need to constantly monitor the heating of its surface, otherwise cracks may occur. The seam is carried out not solid, but with urabs with a mandatory duty.
Ase beginner welder
The development of the welding business begins with training sessions on unnecessary pieces of metal. Better stocking with water with water, if suddenly, because of the inexperience there will be a fire, you can quickly eliminate fire. At first steps, you need to be neat and vigilant, even if a small spark is bounce, it will be enough to get a fire:- On the selected apparatus, the insulation of the cable is checked, the correctness of its refueling to the holder.
- The desired current value is set, focusing on the diameter of the electrode.
- The arc is ignited, which is exposed to a tilt of 60-70 degrees and slowly spend on a welded surface. The details are touched by the arc when sparks will go from the electrode. Between the arc and the electrode during the welding process you need to observe the distance of 5 mm. When running the electrodes will burn out. If when moving the electrode will stick to the metal, it must be swung to the side.
- The arc from the first time may not appear, then the current increases so that the arc is a constant length of 5 mm.
- When it turns out to be lit, you need to try to correct the roller, trying to collect molten metal to the arc center.
Proper performing vertical welding seam (video)
The above roller demonstrates how to perform vertical seams on a thin metal, the thickness of which is only 2 mm.For welding, Korean electrodes with a diameter of 2.6 mm are used. Typically, such seams are performed by an angle forward, but since the profile is used on which a small gap is made, the work will be perpendicular or with a small contrast. For comparison of the seams, half of the gap is brewed at 45 amps, and then go to 60 and 70. Through the light filter it is clear that the welding is carried out from the bottom of the profile. The result was 2 seam. As it can be considered, with 70 amps it turns out smoother and neat.
How to cook ceiling seam electric welding? (video)
This type of welding seam is performed on the example of thin plates for which the Woni electrodes with the main coating are used.Here is the instruction for welding:
- The first movement of the electrode is made by the Christmas tree, while you need to perform small oscillatory movements. When cooking the ceiling seam, a current of 85 amps is applied, it is performed without separation. Another embodiment of such a seam is the movement of the electrode slightly backwards, and then forward.
- After brewing of all plates, they go to perform a semi-stone angular seam, which is carried out from a small seam and return, and then the same "Christmas tree" is used, performed by an angle back. For an angular seam, you need to install a stronger current of 90 amps. You can perform angular welding with the second method using moving forward-back.
- The last seams are carried out on the navigating compound of the plates. This is a semi-meter joint. Due to the fact that the upper plate is thin, the movement "Christmas tree" needs to be performed smoothly with a small step, without a shrinking electrode strongly to it to avoid substrunels. Movement on the same seam can be combined. The current remains the same - 90 amps.
On the fifth seam, it can be seen that when performing wide movements of the electrode, cutting sub-platinum are formed. At the beginning of the seams there are pores that arose as a result of poor metal stripping.
Video lesson for performing welding seams for beginners
The ability to boil the seams is characterized by their beauty and quality. To fulfill these requirements, you need to have certain skills. They can only be purchased with experience. And for the beginners of self-taped welders there is no better benefit than a professional video, in which the shelves are decomposed, as properly and securely cook the seams.The gap between the pipes is 2 millimeters. Pipe melting will be carried out with a separation using rutile coating electrodes. The welding is carried out by an angle back, pointlessly without the separation of the electrode, in the same place until the roller is formed. The actual current in the device will be about 110 amps. The progress of welding is shown through a light filter and in daylight. Before performing the seam, the electrode needs to bend a bit to make it easier to cook. When considering the seam made at the light filter after chicting, it can be seen that it forms a smooth influx, only at the location of the castle the author of the roller enhances its extra drop.
The main condition for obtaining beautiful swivel seams is the use of a suitable welding method and arc location.
After purchasing the necessary tool and the proper implementation of the preparatory work, you can independently follow the seams. And the correctness of their creation can be controlled by comparison with the examples presented in video lessons from welding professionals.
Welding seam is one of the most reliable ways to connect details. It is used in industry and in ordinary daily life. Each home master from time to time uses welding. Well, if he knows how to cook himself, however, it is often necessary to contact the specialists. But welding is quite possible to learn. It should be started from the simplest: electric welding for beginners is, first of all, learning to perform various seams. More complex work can be performed, only by taking experience. Let's analyze the basics of technology and some tricks of the welding process.
Where to start - preparatory stage
First of all, you need to prepare equipment. Be sure to need a welding machine, a set of electrodes, a hammer for knocking the slag and brush. The diameter of the electrode is selected depending on the thickness of the metal sheet. No need to forget about protection. We prepare a welding mask with a special light filter, dense clothes with long sleeves and gloves, better suede. You will also need a welding rectifier, a transformer or an inverter - devices that convert an alternating current to the necessary permanent for welding.

Before work, it is necessary to prepare a protective equipment, which includes a special mask with a light filter, suede gloves and long-sleeved clothes, as well as the necessary tools
Welding process technology
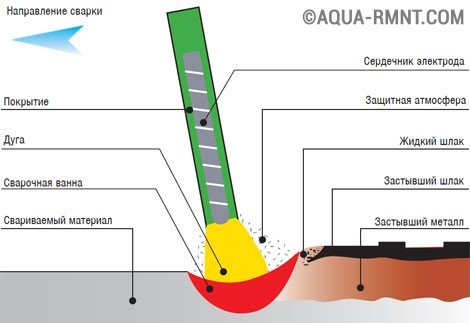
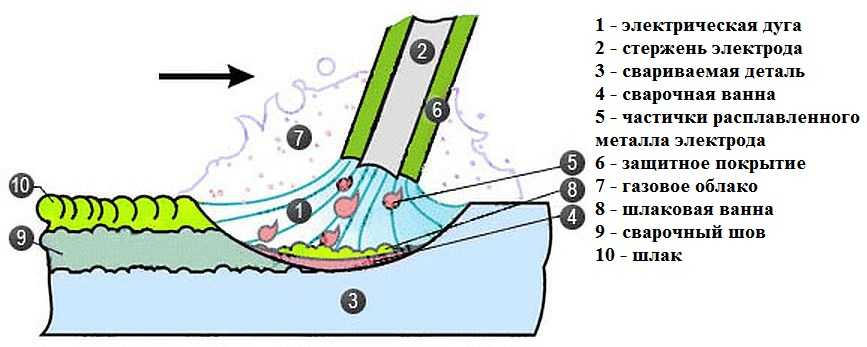
Welding - high temperature process. For its implementation, an electrical arc from the electrode to the weldable product is formed and holds. Under its exposure, the melting of the material of the base and the metal rod of the electrode occurs. It is formed, as experts say, welding bath, the main and electrode metal is stirred in it. The magnitude of the generated bath directly depends on the selected mode of welding, spatial position, the speed of movement of the arc, shape and size of the edge, etc. On average, its width is 8-15 mm, the length is 10-30 mm and the depth is about 6 mm.
The coating of the electrode, the so-called coating, when melting, forms a special gas zone in the arc area and above the bath. It displaces all the air from the welding area and prevents the interaction of the molten metal with oxygen. In addition, it contains pairs of both the main and electrode metals. The slag is formed over the seam, which also prevents the interaction of the melt with air, which adversely affects the quality of welding. After the gradual removal of the electric arc, the metal begins to crystallize and the seam is formed, which combines the welded parts. On top of it there is a protective layer of slag, which is subsequently removed.
In the process of performing a welding seam, the coating of the electrode is melted, forming a special gas zone. Inside it there is mixing metal bases and electrodes
Aza electric arc welding
In the recommendations, how to boil by electric welding special attention is paid to the start of the process. It is best to get the first welding experience under the guidance of a specialist who can correct possible errors and give a useful advice. You should start working, securely secured the item. For the purpose of fire safety, it is necessary to put a bucket with water. For the same reason, welding works on a wooden basis cannot be performed and even relate to very small remnants of the used electrode.
Reliably secure the ground "Ground". We check that the cable is isolated and carefully refilled into a special holder. Test on the welding machine the calculated value of the current power, which must correspond to the selected diameter of the electrode. We light the arc. To do this, we establish an electrode at an angle of about 60 ° relative to the product. Slowly spend them on the surface. Sparks should appear, now they touch the electrode to the metal and raise it to a height of no more than 5 mm.
If the operation was performed correctly, the arc will light. The five millionth gap must hold throughout the welding. It should be borne in mind that with the proper welding of the metal, the electrode will gradually burn out, so it is constantly slightly approaching the metal. Move the electrode should be slowly if it suddenly fouls, you will have to go to the side slightly. In case the arc does not ignite, it is possible to increase current strength.
After without problems it turns out and maintain the arc, it's time to move to the roller. We light the arc, slowly and smoothly move horizontally the electrode, performing them light oscillatory movements. The melted metal at the same time seems to be "pristed" to the center of the arc. As a result, a strong seam with small waves formed by the weld metal should be obtained.
If in the process of welding parts the electrode burned almost completely, and the seam is not yet completed, work temporarily stop. We change the used item to a new, remove the slag and continue to work. At a distance of about 12 mm from the depression formed at the end of the seam, which is also called the crater, we light the arc. The electrode is brings to the deepening so that the alloy from the metal of the old and newly installed electrode is formed, after which the welding of the seam continues.
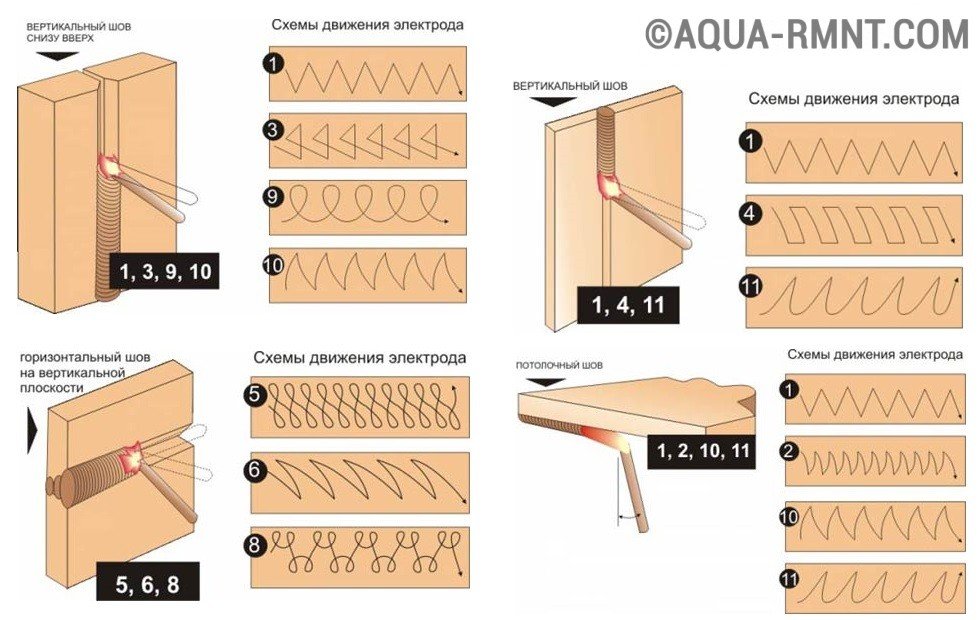
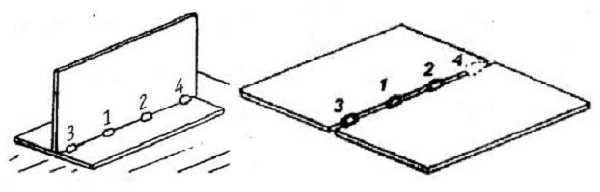
In the process of welding, the electrode performs certain movements, mostly progressive, longitudinal and transverse. From their combinations, various types of seams are compiled, the most common are shown in the scheme.
The trajectory of the movement of the arc in the process of welding parts can be made in three directions:
- Progressive. Ensures the movement of the arc along the electrode axis. Thus, it is fairly easy to maintain a stable length of the arc.
- Longitudinal. Forms a thread welding roller, the height of which depends on the speed with which the electrode is moved, and its thickness. This is an ordinary seam, but very thin. To secure it, in the process of movement of the electrode along the welded seam, transverse movements are performed.
- Transverse. Allow to obtain the desired width of the seam. Performed by vibrational movements. Their width is selected based on the size and position of the seam, the shape of its cutting, etc.
In practice, all three main movements are used, which are superimposed by one on the other and form a certain trajectory. There are classic options, however, each wizard is usually "visible" with their own handwriting. The main thing is that during the work the edges of the connected elements are well adjusted, and the seam of the specified form was obtained.
Features of welding pipelines
An arc electrical welding can perform vertical seams, which is located on the side of the pipe, horizontal - by its circle. As well as ceiling and lower, located, respectively, on top and bottom. Moreover, the latter is considered the most convenient in execution. Steel pipes are usually welded with a mandatory promotion of all edges in the height of the walls. To reduce the influx inside the pipe, the angle of inclination of the electrode is not more than 45 ° relative to the horizontal. Seam height - 2-3 mm, width - 6-8 mm. When welding, the peel is the height of the seam is about 3 mm, and the widths are 6-8 mm.
Before starting to boil the electric welding pipe, we perform preparatory work:
- Carefully clean the item.
- If the ends of the pipe are deformed, cut or straighten them.
- Clean the edge. At least 10 mm adjacent to the edges of the tube of the outer and inner plane we clean up to the metal shine.
Now you can proceed to welding. All joints are processed continuously, up to complete welding. Rotary, as well as non-turning joints of pipes with width of the walls up to 6 mm, are produced at least 2 layers. With the width of the walls 6-12 mm - three layers are performed, more than 19 mm are four. The feature of the welding of pipes is that each seam, which is superimposed on the joint, should be cleaned from slag, after that the following is performed. The first seam is the most responsible. It must completely melt all edges and dull. It is especially closely considered for the detection of cracks. If they are present, they are smelted or cut down and breed a fragment again.

The final layer is performed as much as possible with a smooth transition to the main metal
The second and all subsequent layers are performed with slow pipe turning. The end and the beginning of all layers are necessarily shifted relative to the previous layer by 15-30 mm. The final layer is performed with a smooth transition to the main metal and with a smooth surface. To improve the quality of the brewing of pipes by electric welding, each subsequent layer is conducted in the opposite direction relative to the previous one, and their closing points necessarily have a rotary.
Independent welding is a rather complicated event. However, if you wish to master it, it is still possible. You need to learn the basic rules of the process and gradually learn to perform the simplest exercises. No need to regret strength and time for the development of Azov, which will be the basis of skill. Subsequently, it will be safe to move to more complex techniques, honing its skills.
Electrodukiovaya welding is a method of connecting metal parts, in which the combined parts are melted with an arc discharge in the zone of their contact, followed by solidification and formation of an in-block connection. The heat source for arc welding is the welding arc - an electric steady discharge in an ionized mixture of vapors of materials and gases, characterized by a large current and high (4500-6000 ° C) temperature, superior to the melting point of all known metals.
Structure of welding arc
To create an electrical discharge, a constant or alternating voltage from the current source (welding machine) is supplied to the weld metal and welding electrode. As a result, a welding arc occurs between the core of the electrode and the metal. Its resistance exceeds the resistance of the electrode and wires, so the main part of the thermal energy is distinguished in the arc.To form an arc and maintaining its burning, in the space between the electrode and the weldable metal, there must be positive and negatively charged particles - electrons and ions. The process of their formation, called ionization, is carried out during the ignition of the arc and is continuously supported during its combustion.
The figure below shows the welding arc diagram and the seam formation process. Under the influence of high arc temperature (1), the electrode is melted (2), its coatings (6) and the welded metal (3). In the melt site, a welding bath (4) is formed, into which the drops of the molten electrode (5) are transferred. The molten coating (6) forms a gas cloud (7) and slag bath (8), protecting the metal from the effects of oxygen and nitrogen. As the electrode progresses, the metal is cooled and crystallized, forming a welding (9) with a slag crust (10) on the surface.
![]()
Necessary components of electric welding
To be able to weld metal electrical welding need to have:- current source (welding machine);
- welding materials (for example electrodes) corresponding to the welded metal;
- protective clothing (mainly protective mask);
- hammer and metal brush to remove slag.
Before starting to work with the welding machine, it is necessary to clean the weldable metal from foreign substances and pollution - oils, paints, rust, scale, etc. The presence of them on the metal leads to a violation of the homogeneity of the seam and the formation of pores. Purification is made by any suitable tools and materials - a metal brush, hammer, rag with solvent (for example gasoline). Difficult pollution can be treated with a flame of a gas burner (soldering lamp) with subsequent cleaning brushing.
Types of welded connections
Welding uses various types of welding connections. They are quite a lot, alone butt distinguish 32 species. However, the basic only four: butt (1), angular (2), brand (3), fatty (4). In the corner and taving compounds, the edges can be connected at any angle to each other.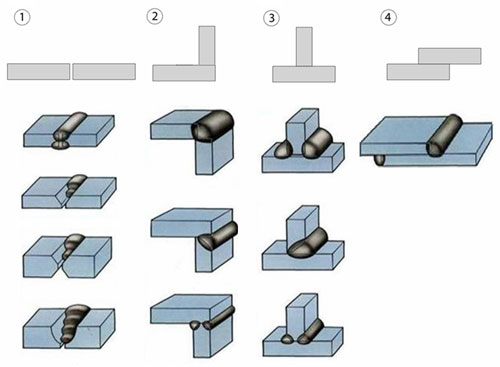
With a metal thickness, more than 3 mm is recommended to make the edge cutting, which allows you to perform seam passing throughout the thickness of the metal. The cutting makes it possible to welcome with several seams (layers) of a small section, this reduces voltages and deformation and improves the structure of the welded joint.
The corner of the cutting can be different - from 25 to 50 °, depending on the thickness of the metal, the type of connection and the requirements for the strength of the seam. At home, when working with small parts, the cut is easiest to perform on a sharpening machine. When working with details of large sizes, you can use the gas cutter. If the cut for any reason can not be done, the welding current increases for the metal coach.
Build construction before welding
A feature of the welded compound is a strong deformation of the design. Cooling, the metal seam "pulls" the product, disturbing its shape. If you do not take appropriate measures, the shape of the welded structure will be very different from the one that was planned. Straight angles will turn into sharp or stupid, the flatness of surfaces will break.The deformation struggle with the help of tough assembly and grab. The connected parts are fixed in a certain position using clamps, clamps, screeds and other devices. But even a fixed product may not be a story, if not to do in the necessary places "grabs" - short seams of a small section in different places of construction. The latter should be positioned in such a way that the stresses of the seams are mutually compensated. In the butt connections, for example, the grabs are made from different sides of the part.
Connection polarity
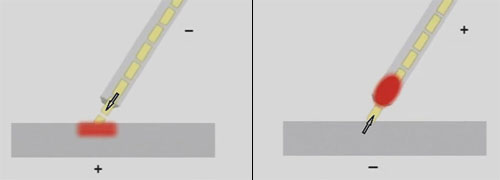
The operation of the DC welding machine gives an additional opportunity to control the welding mode by changing the connection of the cable of the holder (electrode) and the clip "Mass" (material). In the usual mode, the electrode joins the terminal "minus", and the material is to the terminal "plus". This connection is called "straight polarity" and provides the best warm-up warm-up warm-up, which is just necessary in most cases due to the massiveness of the latter.The physical nature of the stronger warm-up of the metal with the "direct" polarity is that the flow of electrons representing the electric current moves from the "minus" to the "plus", from the cathode to the anode (in this case - to the weld metal), transmitting it Your energy movement and heating in addition to heating from an electric arc.
Sometimes there is a need to reduce the heating of the metal - when welding of thin-walled materials (in order to avoid their arch) or alloyed steels (to prevent burning of alloying elements). In this case, reverse polarity use, connecting the electrode to "+", and the weldable material is to "-". In this case, the flow of electrons changes its direction and heats no more metal, but an electrode.
In the designation of some electrodes there is an indication of the polarity of the connection that should be observed. But, in essence, any electrode can work with different polarities, except for the welding quality will differ. If the "native" polarity of the electrode is unknown, you need to work with it, changing it by choosing the one in which the best welding quality is ensured.
Welding technology has become pieces covered electrodes
The question is how to learn to boil by electric welding - it has only one answer - practice. It is impossible to become a welding master, studying only the study of the theory. And yet before proceeding to practical work, it is useful to get acquainted with theoretical foundations.Arson of Dougie. The arc may occur either in the case of a breakdown of gas (air), or as a result of contacting the electrodes, with their subsequent assignment to a distance of a few millimeters. The first method (air breakdown) is possible only at high stresses, for example, at a voltage of 1000V and a gap between the electrodes in 1 mm. This method of arc excitation is usually not applied due to the danger of high voltage. When the arc power is powered by a high voltage (more than 3000V) and high frequency (150-250 kHz), it is possible to obtain a breakdown of air during the gap between the electrode and the part up to 10 mm. This way of igniting the arc is less dangerous for the welder and is often used.
The second way of igniting the arc requires the difference in the potentials between the electrode and the product 40-60V, therefore it is most often applied. When the electrode comes into contact with the product, a closed welding chain is created. At the moment when the electrode is removed from the product, electrons that are heated from a short circuit with a cathode spot, beaten from atoms and electrostatic attraction move to the anode, forming an electric arc. The arc is quickly stabilized (during the microsecond). Electrons that come out from the cathode spots are ionized by the gas gap and the current appears in it.
The ignition rate of the arc depends on the characteristics of the power supply, on the strength of the current at the time of contacting the electrode with the product, on the time of their contact, from the composition of the gas gap. The rate of arc excitation affects, first of all, the value. The greater the value of the current (with the same diameter of the electrode), the greater the value of the cross section of the cathode spot becomes and the greater will be the current at the beginning of the ignition of the arc. Large electronic current will cause fast ionization and transition to a stable arc discharge.
With a decrease in the diameter of the electrode (i.e., with an increase in the current density), the transition time to a steady arc discharge is further reduced.
The polarity and genus of the current affect the ignition rate of the arc. With constant current and reverse polarity (i.e., the plus of the current source is connected to the electrode) the arc rate is higher than when alternating current. For AC, the ignition voltage must be at least 50-55V, for DC - at least 30-35V.
Repeated ignitions of the welding arc after its fading due to short circuits with drops of electrode metal will occur spontaneously if the end temperature of the electrode is high enough.
The most convenient way to uproot the arc is chirking the tip of the electrode for metal. With this movement arises arc and the coating begins to melt. This does not stick the electrode. In order not to leave marks on the pure metal, it is necessary to chirkkhat along the future seam, moving the electrode to its beginning.
If there is a breath on the tip, it needs to be clogged, knocking the electrode for metal - it is desirable for which the "mass" is not connected, otherwise the electrode can stick. If the electrode tip is excessively naked, in order to avoid sticking, they need to clarify several times to melt naked metal.

Selection of the diameter of the electrode and the power of the welding current. The diameter of the electrode and the current is selected, first of all, taking into account the thickness of the welded metal. To initially select the diameter of the electrode and current force, you can use the following table, the values \u200b\u200bin which correspond to the lower seam.
The strength of the welding current is indicated in the characteristics of the electrode on its packaging.
When performing welds in vertical and ceiling positions, electrodes are used with a diameter of not more than 4 mm. If there is a cutting edge or it is necessary to cry the gap between the parts, the root seam can be performed by an electrode of a smaller diameter - 2.5-3 mm.

The estimated value of constant welding current can be calculated by the formula i \u003d k d, where I. - current strength TO - coefficient, d. - Electrode diameter. Coefficient TO Selects depending on the diameter of the electrode.
This calculation allows you to determine the value of the current for the lower seam when welding with a DC. With the change in these conditions, changes should be made in the formula:
- If you can cook vertical seam, in the formula you need to enter an adjustment coefficient equal to 0.9. As a result, the formula will acquire the form i \u003d 0.9 to d.
- When the ceiling seam is performed, the value of the correction coefficient must be reduced to 0.8 (i \u003d 0.8 to D). This will allow to obtain a smaller volume of molten metal and faster crystallization.
- When welding on alternating current, the welding current value should be increased by 10-15a.
The optimal current value must be seamless during the work depending on the specific conditions.
If a welding transformer or rectifier is used as a current source, the actual current of the current may differ from the supply voltage installed on the machine. If it is low (in the evening, for example), the actual welding current will be lower than the value that the switching toggle switch indicates.
Welding technology
For the occurrence of an electric arc, two conductive elements with opposite charges are needed. One is a metal part, and the second is the electrode.
Electrodes that are used for manual electric arc welding is a metal core covered with a special protective composition. There are still graphite and coal non-metallic welding electrodes, but they are used with special works and a beginner welder are unlikely to use.
When taking the electrode and metal with different polarity, an electric arc occurs. After her appearance, in the place where she is directed, metal parts begin to melt. At the same time, the metal rod metal is mowed, tolerated with an electric arc into the melting area: a welded bath.
How the welded bath is formed. Without understanding this process, you will not understand how to cook the metal correctly (to increase the size of the picture, click on it right key mouse)
The process also burns the protective coating, partially melting, partially evaporated and highlighting some of the hot gases. Gazes surround the welded bath, protecting the metal from the interaction with oxygen. Their composition depends on the type of protective coating. The melted slag also covers the metal, contributing to the maintenance of its temperature. To properly cook welding, you must ensure that the slag covers the welded bath.
Welded seams turns out when moving the bath. And it moves when the electrode is moving. This is the whole secret of welding: you need to move the electrode at a certain speed. It is also important depending on the required connection type correctly select its tilt angle and current parameters.
As the metal is cooling, the slag crust is mounted on it - the result of burning protective gases. It also protects the metal from contact with oxygen contained in the air. After cooling it is frown with a hammer. At the same time, hot fragments are flying out, because the eye protection is required (wear special glasses).
How to weld metal
He will learn how to hold the electrode properly and move the bath for a good result not enough. It is necessary to know some subtleties of the behavior of the combined metals. And the peculiarity lies in the fact that the seam "pulls" the details, because of which they can be skewed. As a result, the form of the product can be very different from the intended.
Electric welding technology: Before the start of the seam overlay, the parts are connected by patches - short seams located at a distance of 80-250 mm from each other
Therefore, before work, parts are fixed with clamps, screed and other devices. In addition, tapes are made - short transverse seams laid after several tens of centimeters. They fasten the details, giving the product form. When welding joints, they are applied on both sides: so arising voltages are compensated. Only after quiet preparatory activities are welding.
How to choose a current for welding
Learn to boil by electric welding it is impossible if you do not know what to set the current. It depends on the thickness of the welded parts and the electrodes used. Their dependence is presented in the table.
But with manual electric arc welding, everything is interconnected. For example, the network fell voltage. You can simply not give the required current inverter. But even in these conditions, it is possible to work: you can slowly move the electrode, achieving good warm-up. If it does not help, change the type of movement of the electrode - several times passing at one place. Another way is to put a thinner electrode. Combining all these methods can be achieved by a good weld even in such conditions.
How to cook welding, you now know. It remains to work out skills. Choose a welding machine, buy electrodes and a welding mask and proceed to practice.
To secure information, look at the video lesson on welding.
If you want to learn how to use the electric welding, first you should get the necessary equipment, as the electric welding for beginners is responsible. For applying at home, it is enough for the welding machine even the initial type. Although, quite anyone is suitable:
- rectifier;
- inverter;
- welding transformer.
Well, if the limit strength of the current will exceed 160 amps. Also, be bought by means of protection:
- welder mask;
- working gloves;
- clothing made of dense material (non-synthetic);
- coarse leather or krza shoes;
- a hammer;
- metal brush.
From fixed assets you need only a fire extinguisher or at least a bucket with water. It is also necessary to observe all precautions using electrical appliances.

To learn how to use the electric welding, one simple rule should be remembered: the electrodes should be selected, taking into account the thickness of the metal, and the strength of the device current to exhibit the electrode.
Working on a welding transformer, for each millimeter of metal thickness, a current of 30-40 amps is exposed. When using the inverter, the highest current for the electrode 3 mm thick is 80 amps, since with 100 amps it can cut the metal. In the case of a 2-mill-grade thickness electrodes, the current strength is exposed to 20-30 amps, and when setting 40 amps it can cut the metal.
Before starting to welding, you need to prepare a workplace, as well as the workpiece that will be used to train work with welding. Clean the welding point from rust and dirt with a brush on metal or with a grinder. For fixing and docking the welded elements, clamps or vice are used.

Learning to work with the welding machine is needed from simple - welding rollers. To do this, you need to buy electrodes with a diameter of 3 mm. The beginners are quite enough of ANO-21 or ANO-36, which are considered universal and inexpensive. It is better to use new electrodes, since the old sometimes raw and become unsuitable for work.
Mass clamp must be attached to the part, and the electrode insert into the holder.
- It is necessary to chirp the electrode in the metal part, as if a match, slightly slowing down. If an arc occurs, it must be kept, holding the electrode a few millimeters from the surface of the workpiece and removing to the side.
- Tapping is the second way. The end of the electrode must be tapping on the workpiece and immediately tear it off, holding the arc. Led electrode on the workpiece is needed, keeping the gap from 3 to 5 mm.

You can learn how to cook with the welding machine, having learned first to drive correctly on the harvesting electrode. The slope must be about 75 degrees in the direction of the arc. Having exhibit the correct value of the current, the arc will be stable, and the metal and the electrode will simultaneously be adjusted. If the current is too big, the metal will begin to burn and spray.
We try cooking
Try cooking two details with each other. Light an arc, and start the electrode smoothly run along the seam at an angle of 75 degrees. At the same time, vibrational movements should be carried out by the crescent, as if raking the metal from each billet to the welded joint. So you will find a smooth and solid seam. After the cooling of the metal you need to beat off the slag with a hammer.
The main thing is to train, and then your skill will begin to improve. In the future, you can master more complex welding techniques, for example, cook vertical or ceiling seams. Such abilities you will always find application in the economy.