Co gotowane są wzmocnienia. Jak dowiedzieć się, jak prawidłowo warzyć spawanie: szczegółowe instrukcje
Po 2 latach można uzyskać specjalistyczną spawarkę po 2 latach nauki w profesjonalnym techniku \u200b\u200blub kolegium, jako ostatni ośrodek, możesz przejść przez kursy. Dla tych, którzy nie chcą robić tego profesjonalnie, ale po prostu chce umiejętnie wykonywać szwy spawalnicze, pomogą następującym wyborem wspólnych szwów spawalniczych.
Narzędzia do spawania
Kupowanie niezbędnego sprzętu jest ważnym przygotowaniem do pomyślnego wdrożenia szwów spawalniczych. Głównym urządzeniem do ich stworzenia jest spawarka. Jego odmiany mogą działać zarówno z prądu bezpośredniego, jak i zmiennego. Podczas pracy na spawarce musisz kupić elektrody.Jeśli stosuje się spawanie łuku elektrycznego, elektrody w prądu stałym poruszają się w jednym kierunku, który jest określony zgodnie z biegunowością.
Istnieje kilka spawania:
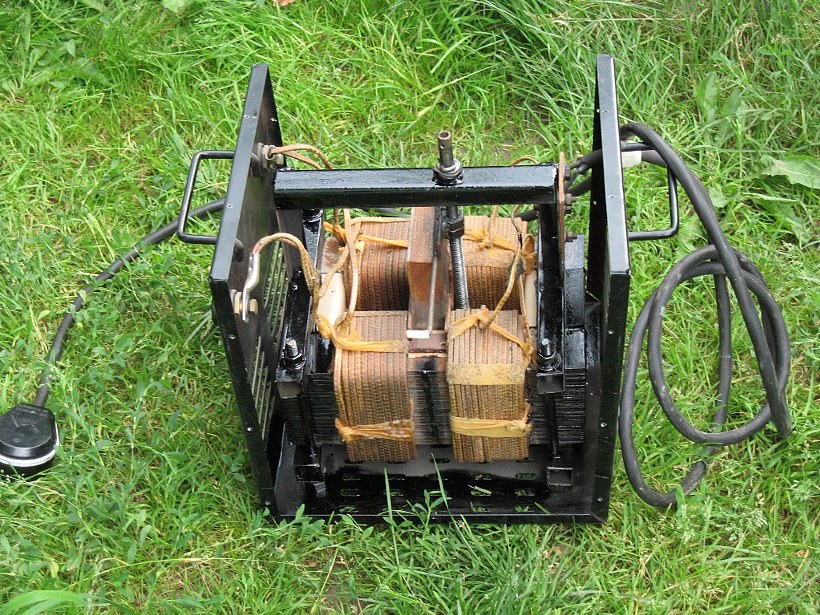
- Transformator . Używając go, elektryczność dostarczana przez sieć jest konwertowana na prąd zmienny wymagany do procesu spawania. Jeśli wybierzesz tanią opcję, możesz uzyskać ciężkie urządzenie, z którymi pojawią się trudności w transporcie, a także wysoką stałość łuku i utratę napięcia podczas pracy.
- Prostownik . Konwertuje przemienny prąd sieci, aby stała do spawania. Ma prawie te same niedociągnięcia i godność jako poprzednie urządzenie. Ale jakość szwów po jego zastosowaniu jest znacznie lepsza, ponieważ posiada stabilność łuku.
- Inwerter . Zapewnia prąd i napięcie do spawania. Jest to kompaktowe urządzenie, które zapewnia regulację prądu płynnego, różni się od jego analogów przez szybkie wyzwalanie i łatwy zapłon.
Nowa generacja falowniki spawalnicze są przekroczone przez dokładność poprzednio stosowanej do transformatorów spawalniczych, generatorów i prostowników, polaryzacja może być instalowana na nich sam. Przybysze są zalecane do opracowania spawania z falownikami.
Udane zastosowanie tych urządzeń zależy od prawidłowej koncepcji polaryzacji. Jeśli wybrana jest bezpośrednia polaryzacja, drut z "minus" idzie do elektrody i za pomocą "plus" - na terminalu "Ziemia". Z odwrotną polaryzacją wszystko zostanie wykonane przeciwnie.
Spawarka jest dostarczana przez prąd za pomocą przewodów za pomocą szybkich zacisków. Przewody muszą być wykonane z miedzi i izolowane, prowadzą prąd, a syntetyczne funkcje folii jako separator.
Elektrody do metalu spawalniczego są wykonane z drutu spawalniczego. Ale do żeliwa używana jest losowy drut z prętem grafitowym. Żeliwo, w przeciwieństwie do stali, bardzo delikatnego materiału i jej spawanie powinny być przeprowadzane przez zimną metodę. Podczas wykonywania spawania należy stale monitorować ogrzewanie jego powierzchni, w przeciwnym razie mogą wystąpić pęknięcia. Szew jest wykonywany nie solidnym, ale z mocznikami z obowiązkowym obowiązkiem.
Ase początkujący spawacz.
Rozwój biznesu spawalniczego zaczyna się od sesji szkoleniowych na niepotrzebnych kawałkach metalu. Lepsza pończocha z wodą z wodą, jeśli nagle, ze względu na niedoświadczenie, będzie ogień, możesz szybko wyeliminować ogień. Po pierwszych krokach musisz być schludny i czujny, nawet jeśli niewielka iskra jest odbijana, wystarczy wystarczyć ogień:- Na wybranym aparacie izolacja kabla jest sprawdzana, poprawność jego tankowania do uchwytu.
- Pożądana wartość bieżąca jest ustawiona, ustawiając się na średnicy elektrody.
- ARC jest zapalany, który jest narażony na nachylenie 60-70 stopni i powoli wydać na spawaną powierzchnię. Szczegóły są dotknięte łukiem, gdy iskry przejdą z elektrody. Pomiędzy łukiem a elektrodą podczas procesu spawania należy przestrzegać odległości 5 mm. Podczas uruchamiania elektrody wypala się. Jeśli podczas przesuwania elektrody przyklei się do metalu, musi być zamachnął z boku.
- Arc od pierwszego może nie pojawić się, a następnie wzrost prądu zwiększa się, że łuk jest stałą długością 5 mm.
- Gdy okaże się świecić, musisz spróbować poprawić rolkę, próbując zebrać stopiony metal do centrum łuku.
Właściwy wykonywanie pionowego szwu spawalniczego (wideo)
Powyższy rolek pokazuje, jak wykonywać pionowe szwy na cienkim metalu, którego grubość wynosi tylko 2 mm.Do spawania używane są koreańskie elektrody o średnicy 2,6 mm. Zazwyczaj takie szwy są wykonywane przez kąt do przodu, ale ponieważ profil jest używany, na którym wykonany jest niewielka szczelina, praca będzie prostopadła lub małym kontrastem. W przypadku porównania szwów, połowa luki jest parzona na 45 amperów, a następnie przejść do 60 i 70. Poprzez filtr światła jasne jest, że spawanie odlewa od dołu profilu. Rezultatem był 2 szew. Jak można je rozpatrywać, a 70 amperów okazuje się gładszy i schludny.
Jak gotować spawanie elektryczne szew? (wideo)
Ten rodzaj szwu spawalniczego jest wykonywane na przykładzie cienkich płyt, dla których stosuje się elektrody WONI z główną powłoką.Oto instrukcja spawania:
- Pierwszy ruch elektrody wykonany jest przez choinkę, podczas gdy musisz wykonać małe ruchy oscylacyjne. Podczas gotowania szew sufitu stosuje się prąd 85 amperów, jest wykonywany bez separacji. Innym przykładem wykonania takiego szwu jest ruch elektrody lekko do tyłu, a następnie do przodu.
- Po zaparzeniu wszystkich płyt, idą do wykonywania półbiennego szwu kątowego, który jest prowadzony z małego szwu i powrotu, a następnie stosuje się taką samą "choinkę", wykonane przez kąt z powrotem. Dla kątowego szwu musisz zainstalować silniejszy prąd 90 amperów. Możesz wykonywać spawanie kątowe z drugą metodą za pomocą ruchomych do przodu.
- Ostatnie szwy są wykonywane na związku nawigacyjnym płytami. Jest to półmetrowy staw. Ze względu na fakt, że górna płyta jest cienka, ruch "Choinka" musi być wykonywana płynnie z małym krokiem, bez mocno do niego, aby uniknąć podłacami. Ruch na tym samym szwie można łączyć. Prąd pozostaje taki sam - 90 amperów.
Na piątym szwie widoczne widać, że podczas wykonywania szerokich ruchów elektrody tworzy się subblatinum do cięcia. Na początku szwów znajdują się pory, które powstały w wyniku ubrań z powodu złego metalu.
Lekcja wideo do wykonywania szwów spawalniczych dla początkujących
Zdolność do gotowania szwów charakteryzuje się ich pięknem i jakością. Aby spełnić te wymagania, musisz mieć pewne umiejętności. Można je kupić tylko z doświadczeniem. A dla początkujących samokrezowanych spawaczy nie ma lepszej korzyści niż profesjonalne wideo, w którym półki są rozłożone, tak prawidłowo i bezpiecznie gotować szwy.Gap między rurami wynosi 2 milimetry. Temperatura rur zostanie przeprowadzona za pomocą rozdzielania za pomocą elektrod powłoki Rutyl. Spawanie prowadzi się przez kąt z tyłu, bezdelasowany bez oddzielenia elektrody w tym samym miejscu, aż wałek zostanie utworzony. Rzeczywisty prąd w urządzeniu wynosi około 110 amperów. Postęp spawania jest pokazany przez filtr światła i światłem dziennym. Przed wykonaniem szwu elektroda musi trochę wyginać, aby ułatwić gotowanie. Rozważając szew na filtrze światła po chcipieniu, widać, że tworzy płynny napływ, tylko w miejscu zamku autor wałka zwiększa jego dodatkową kroplę.
Głównym warunkiem uzyskania pięknych szwów obrotowych jest stosowanie odpowiedniej metody spawania i lokalizacji łuku.
Po zakupie niezbędnego narzędzia i właściwej realizacji prac przygotowawczych możesz niezależnie podążać za szwami. A poprawność ich stworzenia może być kontrolowana przez porównanie z przykładami przedstawionymi w lekcjach wideo od profesjonalistów spawalniczych.
Szew spawalniczy jest jednym z najbardziej niezawodnych sposobów podłączenia danych. Jest używany w przemyśle i zwykłym codziennym życiu. Każdy mistrz domu od czasu do czasu używa spawania. Jednak jeśli wie, jak jednak gotować, często jest to konieczne, aby skontaktować się ze specjalistami. Ale spawanie jest całkiem możliwe do nauczenia. Należy rozpocząć się od najprostszego: spawania elektryczne dla początkujących jest przede wszystkim uczenie się wykonywania różnych szwów. Można wykonać bardziej złożone prace, tylko dzięki przeżyciu. Przeanalizujmy podstawy technologii i kilka sztuczek procesu spawania.
Gdzie zacząć - etap przygotowawczy
Przede wszystkim musisz przygotować sprzęt. Pamiętaj, aby potrzebował spawania, zestaw elektrod, młotek do pukania żużla i pędzla. Średnica elektrody jest wybrana w zależności od grubości blachy. Nie musisz zapomnieć o ochronie. Przygotowujemy maskę spawalniczą ze specjalnym filtrem światła, gęste ubrania z długimi rękawami i rękawicami, lepszym zamszem. Będziesz również potrzebować prostownika spawalniczego, transformatora lub falownika - urządzenia, które przekształcają przemiennik do niezbędnego stałego do spawania.

Przed rozpoczęciem pracy konieczne jest przygotowanie sprzętu ochronnego, który obejmuje specjalną maskę z filtrem lekkim, zamszowym rękawiczkami i ubraniami z długimi rękawami, a także niezbędnymi narzędziami
Technologia procesu spawania
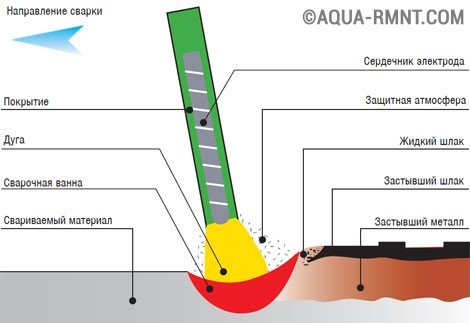
Spawanie - proces wysokiej temperatury. W celu jego wdrożenia powstaje łuk elektryczny z elektrody do produktu spawalnego. W ramach swojej ekspozycji pojawia się topnienie materiału podstawy i metalowego pręta elektrody. Składa się, ponieważ eksperci mówią, wanna spawalnicza, główny i elektrody miesza się w nim. Wielkość wytwarzanej wanny bezpośrednio zależy od wybranego trybu spawania, położenia przestrzennego, prędkości ruchu łuku, kształtu i wielkości krawędzi itp. Średnio jego szerokość wynosi 8-15 mm, długość wynosi 10-30 mm, a głębokość wynosi około 6 mm.
Powłoka elektrody, tak zwaną powłokę, gdy topią się, tworzy specjalną strefę gazową w obszarze łuku i nad wanną. Wykłada całe powietrze z obszaru spawalniczego i zapobiega interakcji stopionego metalu z tlenem. Ponadto zawiera pary zarówno metali głównych, jak i elektrody. Żałat jest utworzony nad szwem, który zapobiega interakcji stopy z powietrzem, który niekorzystnie wpływa na jakość spawania. Po stopniowym usunięciu łuku elektrycznego metal zaczyna się krystalizować, a szew jest utworzony, który łączy części spawane. Na górze znajduje się ochronna warstwa żużla, która jest następnie usunięta.
W procesie wykonywania szwu spawalniczego powłoka elektrody jest stopiona, tworząc specjalną strefę gazową. Wewnątrz znajduje się mieszanie bazy i elektrody
Spawanie ARC AZA
W zaleceniu, jak wrzenia przez spawanie elektryczne, szczególną uwagę zwrócono na początek procesu. Najlepiej jest zdobyć pierwsze doświadczenie spawalnicze pod kierunkiem specjalisty, który może poprawić błędy i przydatne porady. Powinieneś zacząć pracować, bezpiecznie zabezpieczyć przedmiot. W celu bezpieczeństwa pożarowego konieczne jest umieszczenie wiadra z wodą. Z tego samego powodu nie można wykonać prac spawalniczych na drewnianej podstawie, a nawet odnoszą się do bardzo małych pozostałości zużytej elektrody.
Niezawodnie zabezpiecz ziemię "ziemią". Sprawdzamy, czy kabel jest izolowany i starannie napełniany do specjalnego posiadacza. Testuj na spawarce obliczona wartość bieżącej mocy, która musi odpowiadać wybranej średnicy elektrody. Zapalamy łuk. Aby to zrobić, ustanawiamy elektrodę pod kątem około 60 ° w stosunku do produktu. Powoli wydawaj je na powierzchni. Pojawiły się iskry, teraz dotykają elektrody do metalu i podnoszą go do wysokości nie więcej niż 5 mm.
Jeśli operacja została wykonana poprawnie, łuk będzie się zapalić. Pięć milionowa luka musi trzymać w całym spawaniu. Należy pamiętać, że przy odpowiednim spawaniu metalu elektroda stopniowo się wypalała, więc stale się nieco zbliża się do metalu. Przesuń elektrodę powinien być powoli, jeśli nagle fauluje, będziesz musiał lekko iść na bok. W przypadku, gdy łuk nie zapala się, możliwe jest zwiększenie prądu.
Po bez problemów okazuje się i utrzymuje łuk, nadszedł czas, aby przejść do rolki. Zapalamy łuk, powoli i płynnie poruszamy się poziomo elektrody, wykonując je ruchy oświetleniowe. Stopiony metal w tym samym czasie wydaje się być "nitką" do centrum łuku. W rezultacie należy uzyskać silny szew z małymi falami utworzonymi przez metal spoiny.
Jeśli w procesie części spawalniczej elektroda spalona prawie całkowicie, a szew nie jest jeszcze zakończony, praca tymczasowo zatrzymaj. Zmieniamy używany element do nowego, wyjmujemy żużel i kontynuuj pracę. W odległości około 12 mm od depresji utworzonej na końcu szwu, który nazywa się również kraterem, oświetlamy łuk. Elektroda przynosi się do pogłębiania, tak że stop z metalu starej i nowo zainstalowanej elektrody zostanie utworzone, po czym spawanie szwy trwa.
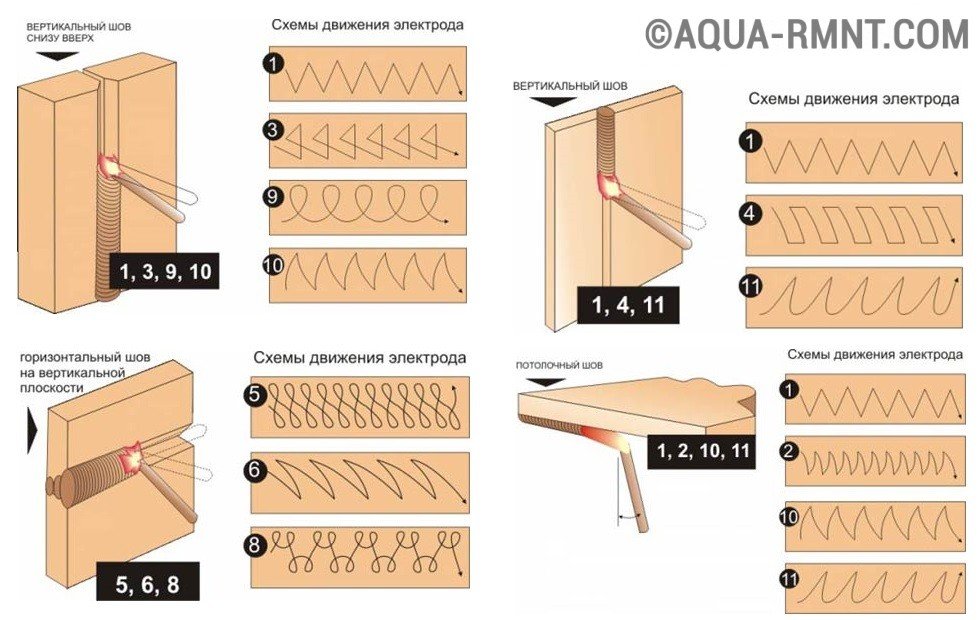
W procesie spawania elektroda wykonuje pewne ruchy, głównie progresywne, wzdłużne i poprzeczne. Z ich kombinacji skompilowane są różne rodzaje szwów, najczęściej występują w schemacie.
Trajektoria ruchu łuku w procesie części spawalniczych może być wykonana w trzech kierunkach:
- Progresywny. Zapewnia ruch łuku wzdłuż osi elektrody. Tak więc jest dość łatwy do utrzymania stabilnej długości łuku.
- Wzdłużny. Tworzy rolkę spawalniczą, której wysokość zależy od prędkości, z którą przesuwa się elektroda, a jej grubość. Jest to zwykły szew, ale bardzo cienki. Aby go zabezpieczyć, w procesie ruchu elektrody wzdłuż spawanego szwu, przeprowadzane są ruchy poprzeczne.
- Poprzeczny. Pozwól, aby uzyskać pożądaną szerokość szwu. Wykonywane przez ruchy wibracyjne. Ich szerokość jest wybrana w oparciu o rozmiar i pozycję szwu, kształt jego cięcia itp.
W praktyce używane są wszystkie trzy główne ruchy, które są nałożone przez jeden z drugiej i tworzą pewną trajektorię. Istnieją jednak klasyczne opcje, każdy kreator jest zwykle "widoczny" z własnym pismarem. Najważniejsze jest to, że podczas pracy krawędzie podłączonych elementów są dobrze dostosowane, a szew określonej formy otrzymano.
Cechy rurociągów spawalniczych
Spawanie elektryczne łuku może wykonywać pionowe szwy, które znajduje się z boku rury, poziomej - przez jego koło. Jak również sufit i niższy, położony odpowiednio, na górze i na dole. Co więcej, ten ostatni jest uważany za najwygodniejszy w wykonaniu. Rury stalowe są zwykle spawane z obowiązkową promocją wszystkich krawędzi na wysokości ścian. Aby zmniejszyć napływ wewnątrz rury, kąt nachylenia elektrody nie jest więcej niż 45 ° w stosunku do poziomego. Wysokość szwu - 2-3 mm, szerokość - 6-8 mm. Podczas spawania, skórka jest wysokością szwu wynosi około 3 mm, a szerokości wynoszą 6-8 mm.
Przed rozpoczęciem gotowania rury spawalniczej elektrycznej wykonujemy prace przygotowawcze:
- Ostrożnie oczyść przedmiot.
- Jeśli końce rury są zdeformowane, wyciąć lub wyprostuj je.
- Wyczyść krawędź. Co najmniej 10 mm przylegających do krawędzi rury zewnętrznej i wewnętrznej płaszczyzny posprząta do metalowej połysku.
Teraz możesz przejść do spawania. Wszystkie połączenia są przetwarzane w sposób ciągły, do całkowitego spawania. Rotary, jak również bezkręcające złącza rur o szerokości ścian do 6 mm, są produkowane co najmniej 2 warstw. W przypadku szerokości ścian 6-12 mm - wykonuje się trzy warstwy, ponad 19 mm jest cztery. Cechą spawania rur jest to, że każdy szew, który jest nałożony na stawie, powinien być czyszczony z żużla, po czym wykonuje się następujące. Pierwszy szew jest najbardziej odpowiedzialny. Musi całkowicie stopić wszystkie krawędzie i nudne. Szczególnie uważnie uważa się za wykrycie pęknięć. Jeśli są obecni, są one usmawiane lub wycinane i znowu wychowywają fragment.

Końcowa warstwa jest wykonywana jak najwięcej z płynnym przejściem do głównego metalu
Druga i wszystkie kolejne warstwy są wykonywane z powolnym obrotem rur. Koniec i początek wszystkich warstw są koniecznie przesunięty w stosunku do poprzedniej warstwy o 15-30 mm. Końcowa warstwa jest wykonywana z płynnym przejściem do głównego metalu i gładkiej powierzchni. Aby poprawić jakość warzenia rur przez spawanie elektryczne, każda kolejna warstwa prowadzona jest w przeciwnym kierunku względem poprzedniego, a ich punkty zamykania koniecznie mają obrotowy.
Niezależny spawanie jest raczej skomplikowanym wydarzeniem. Jeśli jednak chcesz go opanować, nadal jest możliwe. Musisz nauczyć się podstawowych zasad procesu i stopniowo nauczyć się wykonywać najprostsze ćwiczenia. Nie musisz żałować siły i czasu na rozwój AZOV, który będzie podstawą umiejętności. Następnie będzie bezpieczny, aby przejść do bardziej złożonych technik, honorowanie swoich umiejętności.
Spawanie Electrokuvaya jest sposobem łączenia części metalowych, w których połączone części są topione z wyładowaniem łuku w strefie ich kontaktu, a następnie zestalowując i tworzenie połączenia w bloku. Źródło ciepła do spawania łukowego jest łuk spawalniczy - elektryczny stały rozładowanie w jonizowanej mieszaninie oparów materiałów i gazów, charakteryzujących się dużym prądem i wysoką temperaturą (4500-6000 ° C), lepszy od temperatury topnienia wszystkich znanych metale.
Struktura łuku spawalniczego
Aby utworzyć wyładunek elektryczny, stałe lub napięcia napięcia z źródła prądowego (spawarka) dostarczana jest do elektrody metalowej spawania i spawania. W rezultacie występuje łuk spawalniczy między rdzeniem elektrody a metalu. Jego rezystancja przekracza odporność elektrody i przewodów, dzięki czemu główna część energii termicznej wyróżnia się w łuku.Aby utworzyć łuk i utrzymywanie spalania, w przestrzeni między elektrodą a metalem spawanym, muszą być dodatnie i naładowane cząstki - elektrony i jony. Proces ich tworzenia, zwany jonizacją, odbywa się podczas zapłonu łuku i jest stale wspierany podczas jego spalania.
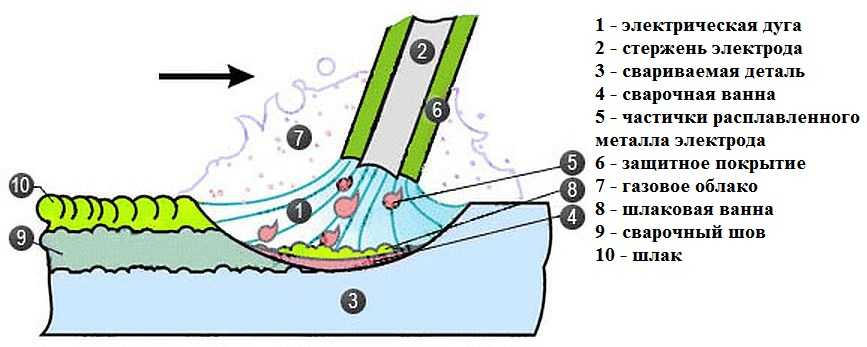
Poniższy rysunek przedstawia diagram łuku spawalniczego i proces tworzenia szwy. Pod wpływem wysokiej temperatury łuku (1) elektroda jest stopiona (2), jego powłoki (6) i spawany metal (3). W miejscu stopy powstaje wanna spawalnicza (4), w której przenoszono krople stopionej elektrody (5). Powłoka stopionego (6) tworzy chmurę gazową (7) i kąpielą żużlową (8), ochrona metalu przed wpływem tlenu i azotu. W miarę postępu elektrody metal jest ochłodzony i krystalizowany, tworząc spawanie (9) z skorupą żużlową (10) na powierzchni.
![]()
Niezbędne składniki spawania elektrycznego
Aby móc spawać metalowe spawanie elektryczne, musisz mieć:- Źródło prądowe (spawarka);
- materiały spawalnicze (na przykład elektrody) odpowiadające spawanym metalowi;
- odzież ochronna (głównie maska \u200b\u200bochronna);
- młotek i metalowy szczotek do usuwania żużla.
Przed rozpoczęciem pracy z spawalniczym jest konieczne, aby oczyścić spawalny metal z obcych substancji i zanieczyszczeń - olejów, farb, rdzy, skali itp. Obecność ich na metal prowadzi do naruszenia jednorodności szwu i tworzenie porów. Oczyszczanie jest wykonane przez dowolne odpowiednie narzędzia i materiały - metalowy szczotka, młotek, szmata z rozpuszczalnikiem (na przykład benzyna). Trudne zanieczyszczenie można traktować płomieniem palnika gazowego (lampę lutową) z późniejszym szczotkowaniem czyszczenia.
Rodzaje połączeń spawanych
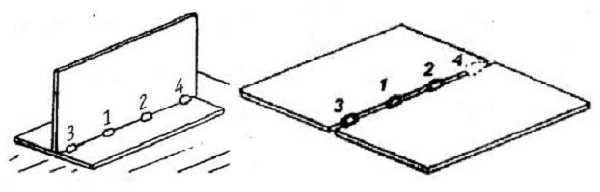
Spawanie wykorzystuje różne typy połączeń spawalniczych. Są dość dużo, samotnie wyróżniają 32 gatunki. Jednak podstawowy tylko cztery: tyłek (1), kąt (2), marka (3), tłuszcz (4). W rogu i związkach pijakowych krawędzie można podłączyć pod dowolnym kątem do siebie.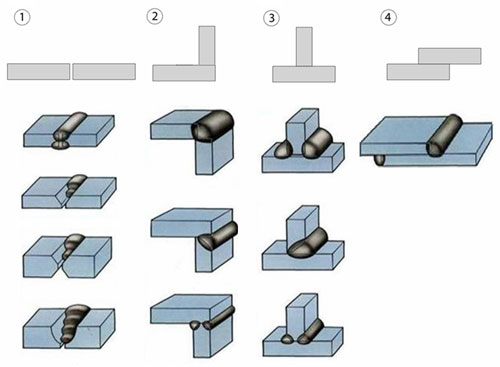
Z grubością metalu zaleca się ponad 3 mm, aby wyciąć krawędź, co pozwala na wykonywanie szwu przechodzącego przez całą grubość metalu. Cięcie umożliwia powitanie kilkoma szwami (warstwami) małej sekcji, zmniejsza to napięcia i odkształcenia i poprawia strukturę spawanego połączenia.
Narożnik cięcia może być inny - od 25 do 50 °, w zależności od grubości metalu, rodzaju połączenia i wymagań dla wytrzymałości szwu. W domu, podczas pracy z małymi częściami, cięcie jest najłatwiejsze do wykonania na wyostrzaniu. Podczas pracy ze szczegółami dużych rozmiarów można użyć przecinarki gazowej. Jeśli nie można zrobić cięcia z jakiegokolwiek powodu, prąd spawania wzrasta dla trenera metalowego.
Buduj konstrukcję przed spawaniem
Cechą związku spawanego jest silnym odkształceniem projektu. Chłodzenie, metalowy szew "ciągnie" produkt, zakłócając jego kształt. Jeśli nie podejmujesz odpowiednich środków, kształt konstrukcji spawanej będzie bardzo różni się od planowanego. Proste kąty zamieni się w ostry lub głupi, płaskość powierzchni pęknie.Walka odkształcenia z pomocą trudnego montażu i chwytaki. Połączone części są zamocowane w określonym położeniu za pomocą zacisków, zacisków, jastrychów i innych urządzeń. Ale nawet stały produkt może nie być historią, jeśli nie do zrobienia w niezbędnych miejscach "Grabs" - krótkie szwy małej sekcji w różnych miejscach budowlanych. Ten ostatni powinien być umieszczony w taki sposób, że naprężenia szwów są wzajemnie kompensowane. Na przykład w połączeniach Butt, chwytaki są wykonane z różnych stron części.
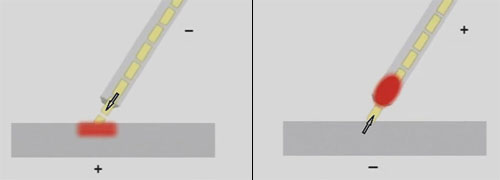
Polaryzacja połączenia.
Działanie spawania DC daje dodatkową możliwość sterowania trybu spawania, zmieniając podłączenie kabla uchwytu (elektrody) i klipu "Mass" (materiał). W zwykłym trybie elektroda łączy się z terminalem "minus", a materiał jest do terminala "plus". To połączenie nazywa się "prostą polaryzacją" i zapewnia najlepsze rozgrzewkowe rozgrzewki, co jest właśnie konieczne w większości przypadków ze względu na masę tego ostatniego.Fizyczna natura silniejszego rozgrzewki metalu z "bezpośrednią" polaryzacją jest to, że przepływ elektronów reprezentujących prąd elektryczny ruchy z "minus" do "plus", z katody do anody (w tym przypadku - Do spoiny), przekazując go ruch energii i ogrzewanie oprócz ogrzewania z łuku elektrycznego.
Czasami istnieje potrzeba zmniejszenia ogrzewania metalu - gdy spawanie cienkościennych materiałów (w celu uniknięcia łuku) lub stali stopowych (aby zapobiec spalaniu elementów stopowych). W tym przypadku użycie odwrotnej biegunowości, podłączając elektrodę do "+", a materiał spawalny jest "-". W tym przypadku przepływ elektronów zmienia swój kierunek i ogrzewa więcej metalu, ale elektroda.
W oznaczeniu niektórych elektrod istnieje wskazanie polaryzacji połączenia, które należy przestrzegać. Ale w istocie każda elektroda może pracować z różnymi polarnymi, z wyjątkiem jakości spawania. Jeśli "rodzimy" polaryzacja elektrody jest nieznana, musisz z nim współpracować, zmieniając go, wybierając ten, w którym zapewniona jest najlepsza jakość spawania.
Technologia spawania stała się elektrodami zakrywalnymi
Pytanie brzmi, jak nauczyć się gotować przez spawanie elektryczne - ma tylko jedną odpowiedź - praktyka. Nie można stać się mistrzem spawalniczym, studiując tylko badanie teorii. A jednak przed przystąpieniem do pracy praktycznej przydatne jest zapoznanie się z fundamentami teoretycznymi.Podpalenie Dougie.. ARC może wystąpić w przypadku awarii gazu (powietrza), albo w wyniku kontaktu z elektrodami, z ich kolejnym zadaniem na odległość kilku milimetrów. Pierwsza metoda (awaria powietrza) jest możliwa tylko przy wysokich naprężeniach, na przykład, przy napięciu 1000 V i szczelinę między elektrodami w 1 mm. Ta metoda wzbudzenia łuku zwykle nie jest stosowana ze względu na niebezpieczeństwo wysokiego napięcia. Gdy moc łuku jest zasilana przez wysokie napięcie (więcej niż 3000 V) i wysoką częstotliwość (150-250 kHz), możliwe jest uzyskanie awarii powietrza podczas szczeliny między elektrodą a częścią do 10 mm. Ten sposób zapalania łuku jest mniej niebezpieczny dla spawacza i jest często używany.
Drugim sposobem zapalenia łuku wymaga różnicy w potencjale pomiędzy elektrodą a produktem 40-60V, dlatego najczęściej jest stosowane. Gdy elektroda wchodzi w kontakt z produktem, powstaje zamknięty łańcuch spawania. W momencie, gdy elektroda zostanie usunięta z produktu, elektrony ogrzewane z krótkiego obwodu z punktem katodowym, pobitych z atomów i atutów elektrostatycznych przesuwają się do anody, tworząc elektryczny łuk. Łuk jest szybko ustabilizowany (podczas mikrosekunda). Elektrony, które wychodzą z plotów katodowych są zjonizowane przez szczelinę gazową, a prąd pojawia się w nim.
Wskaźnik zapłonu łuku zależy od właściwości zasilania, na siłę prądu w momencie kontaktu z elektrodą z produktem, w momencie ich kontaktu, z kompozycji luki gazowej. Stawka wzbudzenia łuku wpływa, przede wszystkim wartość. Im większa wartość prądu (o tej samej średnicy elektrody), tym większa wartość przekroju poprzecznego punktu katody staje się i większa będzie prądem na początku zapłonu łuku. Duży prąd elektroniczny spowoduje szybką jonizację i przejście do stabilnego wyładowania łuku.
Z zmniejszeniem średnicy elektrody (tj. Wraz ze wzrostem gęstości bieżącej), czas przejścia do stałego wyładowania łukowego jest dalej zmniejszona.
Polaryzacja i rodzaj prądu wpływają na szybkość zapłonu łuku. Z stałą prądem i odwrotną polaryzacją (tj. Plus źródła prądu jest podłączone do elektrody) szybkość łuku jest wyższa niż gdy prąd przemienny. Dla AC napięcie zapłonu musi wynosić co najmniej 50-55 V, dla DC - co najmniej 30-35V.
Powtarzające się zapłon łuku spawalniczego po jej zanikaniu z powodu krótkich obwodów z kroplami metalu elektrody pojawi się spontanicznie, jeśli temperatura końcowa elektrody jest wystarczająco wysoka.
Najwygodniejszy sposób na wytworzenie łuku jest chirking końcówki elektrody metalu. Z tym ruchem powstaje łuk, a powłoka zaczyna się topić. To nie przykleja elektrody. Aby nie zostawiać śladów na czystym metalu, konieczne jest Chirkkhat wzdłuż przyszłego szwu, przesuwając elektrodę na swój początek.
Jeśli na końcu jest oddech, należy go zatkać, pukając elektrodę do metalu - jest pożądane, dla których "masa" nie jest podłączona, w przeciwnym razie elektroda może przykleić. Jeśli końcówka elektrody jest nadmiernie naga, aby uniknąć przyklejenia, muszą wyjaśnić kilka razy, aby stopić nagi metal.

Wybór średnicy elektrody i moc prądu spawalniczego. Wybrana jest średnica elektrody i prądu, przede wszystkim, biorąc pod uwagę grubość spawanego metalu. Początkowo wybrać średnicę elektrody i aktualnej siły, można użyć poniższej tabeli, wartości, w których odpowiadają dolnym szwie.
Siła prądu spawalniczego jest wskazywana w cechach elektrody na jego opakowaniu.
Podczas wykonywania spoin w pozycji pionowych i sufitowych elektrody stosuje się o średnicy nie więcej niż 4 mm. Jeśli istnieje krawędź cięcia lub konieczna jest płakanie luki między częściami, szew korzeniowy może być wykonywany przez elektrodę mniejszej średnicy - 2,5-3 mm.

Szacowana wartość stałego prądu spawania można obliczyć za pomocą wzoru I \u003d K D, gdzie JA. - Aktualna siła DO - współczynnik, rE. - Średnica elektrody. Współczynnik DO Wybiera w zależności od średnicy elektrody.
Obliczanie umożliwia określenie wartości prądu dla dolnego szwu podczas spawania DC. Wraz ze zmianą tych warunków zmiany powinny być wykonane we wzorze:
- Jeśli można gotować pionowy szew, w formule musisz wprowadzić współczynnik regulacji równy 0,9. W rezultacie formuła otrzyma formularz I \u003d 0,9 do d.
- Gdy przeprowadzany jest szew sufitowy, wartość współczynnika korekcji musi zostać zmniejszona do 0,8 (I \u003d 0,8 do D). Pozwoli to uzyskać mniejszą objętość stopionego metalu i szybszą krystalizację.
- Gdy spawanie na prądu naprzemiennym, wartość prądu spawalniczego powinna zostać zwiększona o 10-15a.
Optymalna wartość bieżąca musi być bezproblemowa podczas pracy w zależności od określonych warunków.
Jeśli transformator spawalniczy lub prostownik jest stosowany jako źródło prądu, rzeczywisty prąd prądu może różnić się od napięcia zasilania zainstalowanego na maszynie. Jeśli jest niski (na przykład wieczorem), rzeczywisty prąd spawania będzie niższy niż wartość, którą wskazuje przełącznik przełączający.
Technologia spawania
W przypadku wystąpienia łuku elektrycznego wymagane są dwa elementy przewodzące z przeciwległą opłaty. Jedna jest częścią metalową, a druga jest elektrodą.
Elektrody stosowane do ręcznego spawania łuku elektrycznego jest metalowym rdzeniem pokryte specjalną kompozycją ochronną. Istnieją nadal grafite i węglowe niemetalowe elektrody spawalnicze, ale są one używane ze specjalnymi pracami, a spawacz początkujący jest mało prawdopodobne.
Podczas przyjmowania elektrody i metalu o różnej polaryzacji pojawia się łuk elektryczny. Po jej wyglądzie, w miejscu, w którym jest skierowana, metalowe części zaczynają się stopić. W tym samym czasie metalowy metalowy metalowy jest kosiany, tolerowany łukiem elektrycznym do obszaru topnienia: spawana wanna.
Jak powstaje spawana kąpiel. Bez zrozumienia tego procesu, nie zrozumiesz, jak prawidłowo gotować metal (aby zwiększyć rozmiar obrazu, kliknij prawą klawiszową mysz)
Proces spala również powłokę ochronną, częściowo topiąc się częściowo odparowując i podkreślając niektóre gorące gaze. Patrzynki otaczają spawaną kąpiel, chroniąc metal przed interakcją z tlenem. Ich skład zależy od rodzaju powłoki ochronnej. Roztopiony żużel obejmuje również metal, przyczyniając się do utrzymania jego temperatury. Aby prawidłowo gotować spawanie, musisz zapewnić, że żużel pokaże spawaną wannę.
Spawane szwy się okazują się podczas przenoszenia kąpieli. I porusza się, gdy elektroda się porusza. Jest to cały sekret spawania: musisz przesunąć elektrodę z pewną prędkością. Ważne jest również, w zależności od wymaganego typu połączenia poprawnie wybierz jego kąt przechyłu i aktualnych parametrów.
Ponieważ metal chłodzi się, skorupa żużla jest zamontowana na nim - wynik spalania gazów ochronnych. Chroni również metal z kontaktu z tlenem zawartym w powietrzu. Po ochłodzeniu jest marszczony młotkiem. W tym samym czasie, gorące fragmenty lecą, ponieważ wymagana jest ochrona oczu (nosić specjalne okulary).
Jak spawać metal
Dowie się, jak prawidłowo trzymać elektrodę i przesunąć kąpiel na dobry wynik, nie wystarczy. Konieczne jest znanie pewnych subtelności zachowania połączone metale. A szczególność polega na tym, że szew "ciągnie" szczegóły, z których mogą być przekrzywione. W rezultacie forma produktu może być bardzo różna od zamierzonego.
Elektryczna technologia spawania: Przed rozpoczęciem nakładki szwowej części są połączone plastami - krótkie szwy znajdujące się w odległości 80-250 mm od siebie
Dlatego przed pracą części są zamocowane z zaciskami, jastrychem i innymi urządzeniami. Ponadto wykonane są taśmy - krótkie poprzeczne szwy układane po kilku dziesiątkach centymetrów. Przymocują szczegóły, podając formularz produktu. Gdy stawy spawalnicze są one stosowane po obu stronach: więc powstałe napięcia są kompensowane. Dopiero po cichej działalności przygotowawczej są spawanie.
Jak wybrać prąd do spawania
Naucz się gotować przez spawanie elektryczne, jest to niemożliwe, jeśli nie wiesz, co ustawić prąd. Zależy to od grubości spawanych części i stosowanych elektrod. Ich zależność jest prezentowana w tabeli.
Ale z ręcznym spawaniem elektrycznym, wszystko jest połączone. Na przykład sieć spadła napięcie. Możesz po prostu nie dać wymaganego aktualnego falownika. Ale nawet w tych warunkach możliwe jest pracowanie: Możesz powoli przesuwać elektrodę, osiągając dobre rozgrzewające. Jeśli nie pomoże, zmień rodzaj ruchu elektrody - kilka razy przechodząc w jednym miejscu. Innym sposobem jest umieszczenie cieńszej elektrody. Łączenie wszystkich tych metod można osiągnąć przez dobrą spoinę nawet w takich warunkach.
Jak gotować spawanie, teraz znasz. Pozostaje działać umiejętności. Wybierz spawarkę, kupuj elektrody i maskę spawalniczą i przejdź do praktyki.
Aby zabezpieczyć informacje, spójrz na lekcję wideo na spawaniu.
Jeśli chcesz dowiedzieć się, jak korzystać z spawania elektrycznego, najpierw należy uzyskać niezbędny sprzęt, ponieważ odpowiada elektryczne dla początkujących. Do zastosowania w domu, wystarczy do spawania nawet początkowego typu. Mimo, dość każdy jest odpowiedni:
- prostownik;
- inwerter;
- transformator spawalniczy.
Cóż, jeśli siła graniczna prądu przekroczy 160 amperów. Być kupiony za pomocą ochrony:
- maska spawacza;
- rękawice robocze;
- odzież wykonana z gęstego materiału (nie syntetyna);
- gruba skóra lub buty KRZA;
- młotek;
- metalowa szczotka.
Z środków trwałych potrzebujesz tylko gaśnicy lub przynajmniej wiadro z wodą. Konieczne jest również obserwowanie wszystkich środków ostrożności za pomocą urządzeń elektrycznych.

Aby dowiedzieć się, jak używać spawania elektrycznego, należy zapamiętać jedną prostą regułę: należy wybrać elektrody, biorąc pod uwagę grubość metalu, a wytrzymałość prądu urządzenia do wykazywania elektrody.
Praca na transformatorze spawalniczym, dla każdego milimetra grubości metalu, prąd 30-40 amperów jest odsłonięty. Podczas korzystania z falownika, najwyższy prąd dla grubości elektrody 3 mm wynosi 80 amperów, ponieważ ze 100 amperów może przeciąć metal. W przypadku elektrod grubości o grubości 2 młynów, wytrzymałość prądu jest narażona na 20-30 wzmacniaczy, a przy ustawieniu 40 amperów może wyciąć metal.
Przed rozpoczęciem spawania należy przygotować miejsce pracy, a także przedmiot obrabiany, który będzie używany do trenowania pracy z spawaniem. Wyczyść punkt spawania z rdzy i brudu szczotką na metalu lub szlifierki. Do mocowania i dokowania stosuje się elementy spawane, zaciski lub wice.

Nauka pracy z spawarką jest potrzebna z prostych rolek spawalniczych. Aby to zrobić, musisz kupić elektrody o średnicy 3 mm. Początkujący są wystarczająco dość Ano-21 lub ANO-36, które są uważane za uniwersalne i niedrogie. Lepiej jest używać nowych elektrod, ponieważ stare czasami surowe i stają się nieodpowiednie do pracy.
Masowy zacisk musi być przymocowany do części, a wkładka elektrody do uchwytu.
- Konieczne jest zaświadomienie elektrody w części metalowej, jakby dopasować, nieznacznie spowolnić. Jeśli nastąpi łuk, musi być przechowywany, przytrzymując elektrodę kilka milimetrów z powierzchni obrabianego przedmiotu i usuwając z boku.
- Stukanie jest drugim sposobem. Koniec elektrod musi stukać na obrabianym przedmiotu i natychmiast rozerwa go, trzymając łuk. Potrzebna jest elektroda LED na obrabianym przedmiocie, utrzymując szczelinę od 3 do 5 mm.

Możesz dowiedzieć się, jak gotować z spawalniczym, początkowo nauczyłem się poprawnie prowadzić do elektrody zbioru. Stok musi wynosić około 75 stopni w kierunku łuku. Mając wykazanie prawidłowej wartości prądu, łuk będzie stabilny, a metal i elektroda będą jednocześnie dostosowywać. Jeśli prąd jest zbyt duży, metal zacznie się palić i rozpylać.
Próbujemy gotować
Spróbuj gotować dwa szczegóły ze sobą. Zapalaj łuk i rozpocznij elektrodę płynnie biegnij wzdłuż szwu pod kątem 75 stopni. Jednocześnie ruchy wibrujące powinny być przeprowadzane przez półksiężyc, jak gdyby wygaśnięcie metalu z każdego kęsa do spawanego złącza. Więc znajdziesz gładki i solidny szew. Po chłodzeniu metalu musisz pokonać żużlę młotkiem.
Najważniejszą rzeczą jest trenować, a potem twoja umiejętność zacznie się poprawiać. W przyszłości możesz opanować bardziej złożone techniki spawania, na przykład, gotuj pionowe lub sufite szwy. Takie umiejętności zawsze znajdziesz zastosowanie w gospodarce.