ช่างเชื่อมทำอาหารอะไร วิธีการเรียนรู้วิธีการปรุงอาหารด้วยการเชื่อม: คำแนะนำโดยละเอียด
คุณสามารถรับความเชี่ยวชาญพิเศษของช่างเชื่อมได้หลังจากเรียน 2 ปีในโรงเรียนหรือวิทยาลัยอาชีวศึกษา ในกรณีร้ายแรง คุณสามารถเรียนหลักสูตรได้ สำหรับผู้ที่ไม่ต้องการทำสิ่งนี้อย่างมืออาชีพ แต่เพียงแค่ต้องการทำรอยเชื่อมอย่างชำนาญ การเลือกรอยเชื่อมทั่วไปต่อไปนี้จะช่วยได้
เครื่องมือเชื่อม
การซื้ออุปกรณ์ที่จำเป็นถือเป็นการเตรียมการที่สำคัญสำหรับการเชื่อมให้เสร็จสมบูรณ์ อุปกรณ์หลักสำหรับการสร้างคือเครื่องเชื่อม ความผันแปรของมันสามารถทำงานได้ทั้งกับกระแสตรงและกระแสสลับ เมื่อทำงานกับเครื่องเชื่อม คุณต้องซื้ออิเล็กโทรดหากใช้การเชื่อมอาร์ก อิเล็กโทรดจะเคลื่อนที่ไปในทิศทางเดียวที่กระแสคงที่ ซึ่งกำหนดตามขั้ว
มีเครื่องเชื่อมหลายเครื่อง:
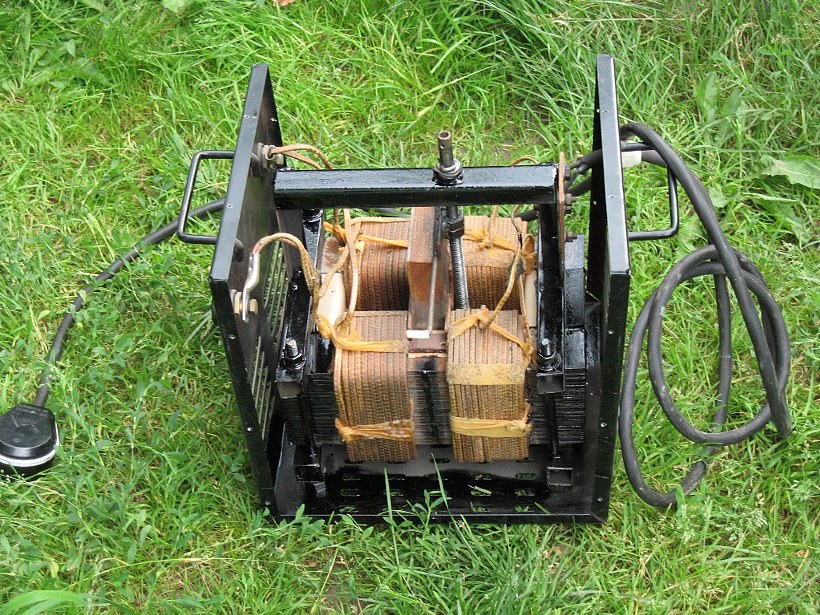
- หม้อแปลงไฟฟ้า ... มันแปลงไฟฟ้าที่จ่ายโดยเครือข่ายเป็นกระแสสลับสำหรับกระบวนการเชื่อม หากคุณเลือกรุ่นราคาถูก คุณจะได้อุปกรณ์ขนาดใหญ่ที่มีปัญหาเกิดขึ้นระหว่างการขนส่ง รวมถึงความคงตัวสูงของส่วนโค้งและการสูญเสียแรงดันไฟฟ้าระหว่างการใช้งาน
- วงจรเรียงกระแส ... มันแปลงกระแสไฟ AC เป็นกระแสไฟตรงสำหรับการเชื่อม มีข้อเสียและข้อดีเกือบเท่าอุปกรณ์รุ่นก่อน แต่คุณภาพของตะเข็บหลังจากทาแล้วจะดีขึ้นมากเนื่องจากรักษาเสถียรภาพของส่วนโค้ง
- อินเวอร์เตอร์ ... ให้กระแสและแรงดันคงที่สำหรับการเชื่อม นี่คืออุปกรณ์ขนาดกะทัดรัดซึ่งให้การควบคุมกระแสที่ราบรื่นซึ่งแตกต่างจากอุปกรณ์อื่นในการตอบสนองที่รวดเร็วและการจุดระเบิดที่ง่าย
เครื่องแปลงกระแสไฟฟ้าสำหรับการเชื่อมของคนรุ่นใหม่มีความเที่ยงตรงเหนือกว่าหม้อแปลง เครื่องกำเนิดไฟฟ้า และวงจรเรียงกระแสที่ใช้สำหรับการเชื่อมก่อนหน้านี้ สามารถตั้งค่าขั้วได้อย่างอิสระ สำหรับผู้เริ่มต้น ขอแนะนำให้เชี่ยวชาญการเชื่อมด้วยอินเวอร์เตอร์
การใช้อุปกรณ์เหล่านี้ให้สำเร็จขึ้นอยู่กับแนวคิดของขั้วที่ถูกต้อง หากเลือกขั้วตรงแล้วลวดที่มี "ลบ" จะไปที่อิเล็กโทรดและด้วย "บวก" - ไปที่ขั้ว "กราวด์" ขั้วย้อนกลับจะทำตรงกันข้าม
เครื่องเชื่อมจะจ่ายกระแสไฟผ่านสายไฟพร้อมขั้วต่อแบบปลดเร็ว ตัวนำต้องเป็นทองแดงและหุ้มฉนวน พวกเขานำกระแสไฟ และฟิล์มสังเคราะห์ทำหน้าที่เป็นตัวคั่น
อิเล็กโทรดเชื่อมโลหะทำจากลวดเชื่อม แต่สำหรับเหล็กหล่อจะใช้ลวดเติมที่มีแกนกราไฟท์ เหล็กหล่อแตกต่างจากเหล็กตรงที่เป็นวัสดุที่เปราะบางมากและต้องเชื่อมด้วยความเย็น เมื่อทำการเชื่อมจำเป็นต้องตรวจสอบความร้อนของพื้นผิวอย่างต่อเนื่องไม่เช่นนั้นอาจเกิดรอยแตกได้ ตะเข็บไม่ได้ทำเป็นชิ้นเดียว แต่มีความพอดีและเริ่มต้นด้วยการตอกย้ำบังคับ
พื้นฐานของช่างเชื่อมมือใหม่
การเรียนรู้การเชื่อมเริ่มต้นด้วยการฝึกอบรมเกี่ยวกับชิ้นส่วนโลหะที่ไม่จำเป็น มันจะดีกว่าที่จะตุนภาชนะใส่น้ำถ้าจู่ๆ เกิดไฟไหม้ขึ้นเนื่องจากขาดประสบการณ์ก็จะสามารถกำจัดไฟได้อย่างรวดเร็ว ในขั้นแรก คุณต้องระวังและระมัดระวัง แม้ว่าประกายไฟเล็กๆ จะกระเด็นออกไป แต่ก็เพียงพอที่จะทำให้เกิดไฟไหม้ได้:- บนอุปกรณ์ที่เลือกจะมีการตรวจสอบฉนวนของสายเคเบิลความถูกต้องของการเติมลงในที่ยึด
- ตั้งค่ากระแสที่ต้องการโดยเน้นที่เส้นผ่านศูนย์กลางของอิเล็กโทรด
- อาร์กถูกจุดไฟ ซึ่งตั้งไว้ที่ความเอียง 60-70 องศา และค่อยๆ ดึงไปตามพื้นผิวเพื่อทำการเชื่อม ชิ้นส่วนถูกสัมผัสกับส่วนโค้งเมื่อเกิดประกายไฟจากอิเล็กโทรด ระหว่างการเชื่อม ต้องรักษาระยะห่างระหว่างส่วนโค้งกับอิเล็กโทรด 5 มม. ระหว่างการทำงาน อิเล็กโทรดจะไหม้ หากอิเล็กโทรดเกาะติดกับโลหะขณะเคลื่อนที่ จะต้องเหวี่ยงอิเล็กโทรดไปด้านข้าง
- ส่วนโค้งอาจไม่ปรากฏในครั้งแรก จากนั้นขนาดของกระแสจะเพิ่มขึ้นเพื่อให้ได้ส่วนโค้งที่มีความยาวคงที่ 5 มม.
- เมื่อมันสว่างขึ้น คุณต้องพยายามเชื่อมลูกปัด พยายามรวบรวมโลหะที่หลอมเหลวไปที่กึ่งกลางของส่วนโค้ง
การเชื่อมแนวตั้งที่ถูกต้อง (วิดีโอ)
วิดีโอต่อไปนี้แสดงวิธีทำตะเข็บแนวตั้งบนโลหะบางซึ่งมีความหนาเพียง 2 มม.สำหรับการเชื่อมจะใช้อิเล็กโทรดเกาหลีที่มีขนาดเส้นผ่าศูนย์กลาง 2.6 มม. โดยทั่วไปแล้วตะเข็บดังกล่าวจะทำมุมไปข้างหน้า แต่เนื่องจากมีการใช้โปรไฟล์ซึ่งทำช่องว่างเล็ก ๆ งานจะเกิดขึ้นในแนวตั้งฉากหรือมีความลาดเอียงเล็กน้อย สำหรับการเปรียบเทียบตะเข็บ ในช่วงครึ่งแรกของช่องว่างจะถูกเชื่อมที่ 45 แอมแปร์ แล้วเปลี่ยนเป็น 60 และ 70 ผ่านตัวกรองแสง จะเห็นได้ว่าการเชื่อมจะดำเนินการจากส่วนล่างของโปรไฟล์ ผลที่ได้คือ 2 เย็บ อย่างที่คุณเห็น ที่ 70 แอมป์ จะให้เสียงที่นุ่มนวลและแม่นยำยิ่งขึ้น
วิธีการเชื่อมตะเข็บเพดานด้วยการเชื่อมด้วยไฟฟ้า? (วิดีโอ)
การเชื่อมประเภทนี้ดำเนินการโดยใช้ตัวอย่างของแผ่นบางซึ่งใช้อิเล็กโทรด SSSI ที่มีการเคลือบพื้นฐานนี่คือคำแนะนำสำหรับการเชื่อม:
- การเคลื่อนที่ครั้งแรกของอิเล็กโทรดใช้รูปแบบ "ก้างปลา" ในขณะที่ต้องมีการเคลื่อนที่แบบสั่นเล็กน้อย เมื่อเชื่อมตะเข็บเพดานจะใช้กระแสไฟ 85 แอมแปร์ จะดำเนินการโดยไม่แยกส่วน อีกรูปแบบหนึ่งของรอยต่อดังกล่าวคือการเคลื่อนอิเล็กโทรดไปข้างหลังเล็กน้อยแล้วไปข้างหน้า
- หลังจากเชื่อมเพลตทั้งหมดแล้ว พวกเขาก็เริ่มทำการเชื่อมแบบกึ่งเพดาน ซึ่งจะเริ่มด้วยตะเข็บเล็กๆ แล้วกลับมา จากนั้นจึงใช้ก้างปลาตัวเดียวกันโดยทำมุมย้อนกลับ สำหรับการเชื่อมแบบ fillet จะต้องตั้งค่ากระแสไฟที่สูงกว่า 90 แอมป์ คุณสามารถทำการเชื่อมเนื้อด้วยวิธีที่สองโดยใช้การเคลื่อนไหวไปมา
- ตะเข็บสุดท้ายทำบนข้อต่อตักของเพลต นี่คือข้อต่อกึ่งเพดาน เนื่องจากแผ่นด้านบนบาง การเคลื่อนที่ของก้างปลาจะต้องดำเนินการอย่างราบรื่นด้วยขั้นตอนเล็กๆ โดยไม่ต้องใส่อิเล็กโทรดมากเกินไปเพื่อหลีกเลี่ยงการระเบิด สามารถรวมการเคลื่อนไหวบนตะเข็บเดียวได้ ปัจจุบันยังคงเหมือนเดิม - ที่ 90 แอมแปร์
ตะเข็บที่ทับซ้อนกันแสดงให้เห็นว่าเมื่อทำการเคลื่อนไหวที่กว้างด้วยอิเล็กโทรด อันเดอร์คัทจะเกิดขึ้นเนื่องจากแพลตตินั่มบาง ที่จุดเริ่มต้นของตะเข็บมีรูพรุนที่เกิดจากการทำความสะอาดโลหะที่ไม่ดี
วิดีโอสอนการเชื่อมสำหรับผู้เริ่มต้น
ความสามารถในการปรุงตะเข็บนั้นโดดเด่นด้วยความสวยงามและคุณภาพ เพื่อให้เป็นไปตามข้อกำหนดเหล่านี้ คุณต้องมีทักษะบางอย่าง สามารถรับได้ด้วยประสบการณ์เท่านั้น และสำหรับช่างเชื่อมที่เรียนรู้ด้วยตนเองมือใหม่ไม่มีคำแนะนำใดที่ดีไปกว่าวิดีโอของมืออาชีพซึ่งวางวิธีการเชื่อมตะเข็บอย่างถูกต้องและเชื่อถือได้บนชั้นวางช่องว่างระหว่างท่อคือ 2 มิลลิเมตร การหลอมท่อจะดำเนินการโดยใช้อิเล็กโทรดที่เคลือบรูไทล์ การเชื่อมจะดำเนินการที่มุมย้อนกลับตามจุดโดยไม่ทำให้อิเล็กโทรดฉีกขาดในที่เดียวกันจนกว่าจะเกิดลูกปัดขึ้น กระแสไฟจริงในอุปกรณ์จะอยู่ที่ประมาณ 110 แอมแปร์ ความคืบหน้าในการเชื่อมจะแสดงผ่านตัวกรองแสงและในเวลากลางวัน ก่อนทำตะเข็บ อิเล็กโทรดจะต้องโค้งงอเล็กน้อยเพื่อให้ประกอบอาหารได้สะดวกยิ่งขึ้น เมื่อพิจารณารอยต่อที่ทำด้วยตัวกรองแสงหลังจากขจัดตะกรันแล้ว จะเห็นได้ว่าเกิดการไหลเข้าที่สม่ำเสมอ เฉพาะผู้เขียนวิดีโอเท่านั้นที่ปรับปรุงด้วยการดรอปเพิ่มเติม
ข้อกำหนดเบื้องต้นหลักสำหรับการได้ตะเข็บดัดที่สวยงามคือการใช้วิธีเชื่อมและตำแหน่งอาร์คที่เหมาะสม
หลังจากซื้อเครื่องมือที่จำเป็นและดำเนินการเตรียมการอย่างถูกต้องแล้ว คุณสามารถทำตะเข็บที่ระบุในบทความได้อย่างอิสระ และสามารถควบคุมความถูกต้องของการสร้างได้ด้วยการเปรียบเทียบกับตัวอย่างที่นำเสนอในวิดีโอสอนจากผู้เชี่ยวชาญด้านการเชื่อม
รอยเชื่อมเป็นวิธีเชื่อมชิ้นส่วนที่น่าเชื่อถือที่สุดวิธีหนึ่ง ใช้ในอุตสาหกรรมและในชีวิตประจำวัน ช่างฝีมือประจำบ้านทุกคนใช้การเชื่อมเป็นครั้งคราว เป็นการดีถ้าเขารู้วิธีทำอาหารเอง แต่บ่อยครั้งเขาต้องหันไปหาผู้เชี่ยวชาญ แต่การเชื่อมนั้นค่อนข้างเป็นไปได้ที่จะเรียนรู้ คุณควรเริ่มต้นด้วยวิธีที่ง่ายที่สุด: การเชื่อมด้วยไฟฟ้าสำหรับผู้เริ่มต้นคือการเรียนรู้วิธีทำตะเข็บต่างๆ งานที่ซับซ้อนมากขึ้นสามารถทำได้โดยได้รับประสบการณ์เท่านั้น มาดูพื้นฐานของเทคโนโลยีและเคล็ดลับบางประการของกระบวนการเชื่อมกัน
จะเริ่มต้นที่ไหน - ขั้นตอนเตรียมการ
ก่อนอื่นคุณต้องเตรียมอุปกรณ์ คุณจะต้องมีเครื่องเชื่อม ชุดอิเล็กโทรด ค้อนตะกรัน และแปรง เส้นผ่านศูนย์กลางของอิเล็กโทรดจะถูกเลือกขึ้นอยู่กับความหนาของแผ่นโลหะ อย่าลืมเกี่ยวกับการป้องกัน เราเตรียมหน้ากากสำหรับงานเชื่อมพร้อมแผ่นกรองแสงพิเศษ เสื้อผ้ารัดรูป แขนยาว และถุงมือ โดยเฉพาะหนังกลับ คุณจะต้องใช้เครื่องแปลงกระแสไฟฟ้าในการเชื่อม หม้อแปลงไฟฟ้า หรืออินเวอร์เตอร์ - อุปกรณ์ที่แปลงกระแสสลับเป็นกระแสตรงที่จำเป็นสำหรับการเชื่อม

ก่อนทำงาน จำเป็นต้องเตรียมอุปกรณ์ป้องกัน ซึ่งรวมถึงหน้ากากพิเศษพร้อมแผ่นกรองแสง ถุงมือหนังกลับ และเสื้อผ้าแขนยาว ตลอดจนเครื่องมือที่จำเป็น
เทคโนโลยีกระบวนการเชื่อม
การเชื่อมเป็นกระบวนการที่อุณหภูมิสูง สำหรับการนำไปใช้นั้น อาร์คไฟฟ้าจะถูกสร้างขึ้นและบำรุงรักษาตั้งแต่อิเล็กโทรดไปจนถึงชิ้นงานที่จะเชื่อม ภายใต้อิทธิพลของมัน วัสดุฐานและแท่งโลหะของอิเล็กโทรดจะหลอมละลาย ตามที่ผู้เชี่ยวชาญกล่าวว่ามีการสร้างสระเชื่อมโลหะฐานและอิเล็กโทรดจะถูกผสมเข้าด้วยกัน ขนาดของสระที่เกิดขึ้นโดยตรงขึ้นอยู่กับโหมดการเชื่อมที่เลือก ตำแหน่งเชิงพื้นที่ ความเร็วของส่วนโค้ง รูปร่างและขนาดของขอบ ฯลฯ โดยเฉลี่ยแล้วจะมีความกว้าง 8-15 มม. ความยาว 10-30 มม. และความลึกประมาณ 6 มม.
การเคลือบอิเล็กโทรดที่เรียกว่าการเคลือบเมื่อหลอมละลายจะสร้างโซนก๊าซพิเศษในบริเวณอาร์คและเหนืออ่าง มันแทนที่อากาศทั้งหมดจากบริเวณรอยเชื่อม และป้องกันไม่ให้โลหะหลอมเหลวทำปฏิกิริยากับออกซิเจน นอกจากนี้ยังมีไอระเหยของทั้งโลหะฐานและโลหะอิเล็กโทรด ตะกรันก่อตัวที่ด้านบนของตะเข็บ ซึ่งยังช่วยป้องกันปฏิกิริยาของการหลอมกับอากาศ ซึ่งส่งผลเสียต่อคุณภาพของการเชื่อม หลังจากค่อยๆ กำจัดส่วนโค้งของไฟฟ้าแล้ว โลหะจะเริ่มตกผลึกและเกิดรอยต่อที่ประสานชิ้นส่วนที่จะเชื่อมเข้าด้วยกัน ด้านบนมีชั้นตะกรันป้องกันซึ่งจะถูกลบออกในภายหลัง
ในกระบวนการเชื่อม การเคลือบอิเล็กโทรดจะหลอมละลาย ทำให้เกิดโซนก๊าซพิเศษ ข้างในนั้นมีส่วนผสมของโลหะฐานและอิเล็กโทรด
พื้นฐานของการเชื่อมอาร์ค
ในคำแนะนำเกี่ยวกับวิธีการปรุงอาหารด้วยการเชื่อมด้วยไฟฟ้า ให้ความสำคัญกับจุดเริ่มต้นของกระบวนการ ทางที่ดีควรได้รับประสบการณ์การเชื่อมครั้งแรกภายใต้การแนะนำของผู้เชี่ยวชาญที่สามารถแก้ไขข้อผิดพลาดที่อาจเกิดขึ้นและให้คำแนะนำที่เป็นประโยชน์ได้ คุณควรไปทำงานแก้ไขส่วนอย่างปลอดภัย เพื่อความปลอดภัยจากอัคคีภัย คุณต้องวางถังน้ำไว้ใกล้ตัวคุณ ด้วยเหตุผลเดียวกัน เป็นไปไม่ได้ที่จะทำการเชื่อมบนฐานไม้และละเลยแม้แต่เศษเล็กเศษน้อยของอิเล็กโทรดที่ใช้แล้ว
เราแนบแคลมป์ "กราวด์" อย่างแน่นหนา เราตรวจสอบว่าสายเคเบิลหุ้มฉนวนและสอดเข้าไปในที่ยึดพิเศษอย่างระมัดระวัง เราตั้งค่าที่คำนวณได้ของกำลังไฟฟ้าปัจจุบันบนเครื่องเชื่อมซึ่งควรสอดคล้องกับเส้นผ่านศูนย์กลางของอิเล็กโทรดที่เลือก เราจุดส่วนโค้ง เมื่อต้องการทำเช่นนี้ ให้ตั้งอิเล็กโทรดที่มุมประมาณ 60 ° เมื่อเทียบกับผลิตภัณฑ์ เราค่อยๆวาดมันลงบนพื้นผิว ประกายไฟควรปรากฏขึ้น ตอนนี้เราแตะอิเล็กโทรดกับโลหะแล้วยกขึ้นสูงไม่เกิน 5 มม.
หากดำเนินการอย่างถูกต้อง ส่วนโค้งจะจุดไฟ ต้องรักษาช่องว่าง 5 มม. ตลอดแนวเชื่อม พึงระลึกไว้เสมอว่าด้วยการเชื่อมโลหะอย่างเหมาะสมโดยการเชื่อมด้วยไฟฟ้า อิเล็กโทรดจะค่อยๆ เผาไหม้ ดังนั้นเราจึงนำโลหะนั้นเข้าใกล้โลหะมากขึ้นเรื่อยๆ คุณควรขยับอิเล็กโทรดอย่างช้าๆ หากจู่ๆ ก็เกาะติด คุณจะต้องเหวี่ยงอิเล็กโทรดไปด้านข้างเล็กน้อย หากส่วนโค้งไม่กระทบ อาจจำเป็นต้องเพิ่มแอมแปร์
หลังจากที่คุณสามารถจุดไฟและรักษาส่วนโค้งได้อย่างง่ายดาย ก็ถึงเวลาดำเนินการต่อไปเพื่อหลอมลูกปัด เราจุดอาร์ค เคลื่อนอิเล็กโทรดในแนวนอนอย่างช้าๆและราบรื่น โดยทำการเคลื่อนที่แบบสั่นเบาๆ ในเวลาเดียวกัน โลหะที่หลอมเหลวจะถูก "ตักขึ้น" ไปที่กึ่งกลางของส่วนโค้ง ผลที่ได้ควรเป็นรอยเชื่อมที่แข็งแรงด้วยคลื่นเชื่อมขนาดเล็ก
หากในกระบวนการเชื่อมชิ้นส่วนอิเล็กโทรดไหม้เกือบหมด และตะเข็บยังไม่เสร็จ งานจะหยุดชั่วคราว เราเปลี่ยนองค์ประกอบที่ใช้เป็นองค์ประกอบใหม่ ลบตะกรัน และทำงานต่อไป ที่ระยะประมาณ 12 มม. จากความหดหู่ใจที่เกิดขึ้นที่ปลายตะเข็บซึ่งเรียกอีกอย่างว่าปล่องภูเขาไฟเราจุดประกายส่วนโค้ง เรานำอิเล็กโทรดไปที่ช่องเพื่อให้โลหะผสมเกิดขึ้นจากโลหะของอิเล็กโทรดเก่าและใหม่ที่ติดตั้ง หลังจากนั้นการเชื่อมตะเข็บจะดำเนินต่อไป
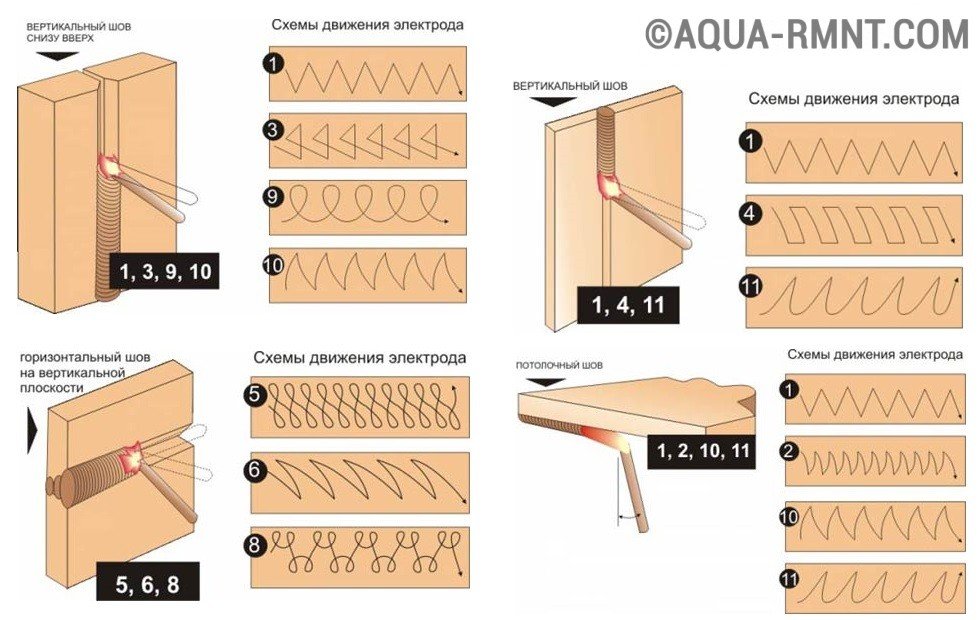
ในกระบวนการเชื่อม อิเล็กโทรดจะทำการเคลื่อนที่บางอย่าง ส่วนใหญ่เป็นแบบแปลน แนวยาว และแนวขวาง จากการผสมผสานของพวกเขาทำให้เกิดตะเข็บประเภทต่างๆโดยทั่วไปจะแสดงในแผนภาพ
วิถีของส่วนโค้งระหว่างการเชื่อมชิ้นส่วนสามารถทำได้สามทิศทาง:
- แปล.สมมติการเคลื่อนที่ของส่วนโค้งตามแนวแกนของอิเล็กโทรด ดังนั้นจึงง่ายพอที่จะรักษาความยาวส่วนโค้งให้คงที่
- ตามยาวสร้างลูกกลิ้งเชื่อมแบบเส้นใยซึ่งความสูงขึ้นอยู่กับความเร็วที่อิเล็กโทรดเคลื่อนที่และความหนาของอิเล็กโทรด เป็นตะเข็บธรรมดาแต่บางมาก ในการแก้ไขในกระบวนการเคลื่อนย้ายอิเล็กโทรดไปตามรอยเชื่อมนั้นจะทำการเคลื่อนไหวตามขวาง
- ตามขวางช่วยให้ได้ความกว้างของตะเข็บที่ต้องการ มันดำเนินการโดยการเคลื่อนไหวสั่น ความกว้างจะถูกเลือกตามขนาดและตำแหน่งของตะเข็บ รูปร่างของการตัด ฯลฯ
ในทางปฏิบัติ การเคลื่อนไหวพื้นฐานทั้งสามถูกใช้ซึ่งซ้อนทับกันและสร้างวิถีที่แน่นอน มีตัวเลือกแบบคลาสสิก แต่อาจารย์แต่ละคนมักจะมีลายมือของตัวเอง สิ่งสำคัญคือในระหว่างการทำงานขอบขององค์ประกอบที่จะเข้าร่วมนั้นละลายได้ดีและได้รอยต่อของรูปร่างที่กำหนด
คุณสมบัติของการเชื่อมท่อ
การเชื่อมอาร์คไฟฟ้าสามารถสร้างรอยต่อแนวตั้งซึ่งอยู่ด้านข้างของท่อตามแนวนอน - ตามแนวเส้นรอบวง เช่นเดียวกับเพดานและด้านล่าง ตามลำดับ ด้านบนและด้านล่าง ยิ่งกว่านั้นหลังถือว่าสะดวกที่สุดในการแสดง ท่อเหล็กมักจะเชื่อมด้วยก้นโดยมีการเจาะตามขอบทั้งหมดตามความสูงของผนัง เพื่อลดความหย่อนคล้อยภายในท่อ ให้เลือกมุมเอียงของอิเล็กโทรดไม่เกิน 45 องศาเมื่อเทียบกับแนวนอน ความสูงของข้อต่อ - 2-3 มม. ความกว้าง - 6-8 มม. เมื่อเชื่อมทับซ้อนกัน ความสูงของตะเข็บประมาณ 3 มม. และความกว้าง 6-8 มม.
ก่อนเริ่มเชื่อมท่อด้วยการเชื่อมด้วยไฟฟ้า เราดำเนินการเตรียมการ:
- เราทำความสะอาดชิ้นส่วนอย่างละเอียด
- หากปลายท่อผิดรูป ให้ตัดหรือยืดให้ตรง
- เราทำความสะอาดขอบ เราทำความสะอาดระนาบด้านนอกและด้านในอย่างน้อย 10 มม. ที่อยู่ติดกับขอบของท่อให้เป็นเงาโลหะ
ตอนนี้คุณสามารถเริ่มการเชื่อม ข้อต่อทั้งหมดได้รับการประมวลผลอย่างต่อเนื่องจนถึงการเชื่อมที่สมบูรณ์ ข้อต่อแบบหมุนและไม่หมุนของท่อที่มีความกว้างของผนังไม่เกิน 6 มม. ทำอย่างน้อย 2 ชั้น ด้วยความกว้างของผนัง 6-12 มม. ทำสามชั้นมากกว่า 19 มม. - สี่ ลักษณะเฉพาะของการเชื่อมท่อคือแต่ละตะเข็บที่ใช้กับรอยต่อจะต้องทำความสะอาดด้วยตะกรันหลังจากนั้นจะทำการเชื่อมต่อไป ตะเข็บแรกเป็นสิ่งสำคัญที่สุด มันควรจะละลายขอบและทื่อทั้งหมดอย่างสมบูรณ์ มันถูกจับตาดูอย่างใกล้ชิดโดยเฉพาะอย่างยิ่งสำหรับรอยแตก หากมีอยู่ก็หลอมเหลวหรือถูกตัดออกและเชื่อมชิ้นส่วนอีกครั้ง

ชั้นสุดท้ายถูกสร้างขึ้นมาอย่างราบรื่นที่สุดเท่าที่จะเป็นไปได้ด้วยการเปลี่ยนไปใช้โลหะฐาน
ชั้นที่สองและชั้นที่ตามมาทั้งหมดจะดำเนินการโดยหมุนท่ออย่างช้าๆ จุดสิ้นสุดและจุดเริ่มต้นของทุกชั้นจะต้องเลื่อนสัมพันธ์กับชั้นก่อนหน้า 15-30 มม. ชั้นสุดท้ายทำขึ้นโดยการเปลี่ยนผ่านไปยังโลหะฐานอย่างราบรื่นและด้วยพื้นผิวที่สม่ำเสมอ เพื่อปรับปรุงคุณภาพของท่อเชื่อมด้วยการเชื่อมด้วยไฟฟ้า แต่ละชั้นที่ตามมาจะดำเนินการในทิศทางตรงกันข้ามกับชั้นก่อนหน้า และจุดปิดของพวกมันจำเป็นต้องเว้นระยะห่างกัน
การเชื่อมด้วยตนเองเป็นงานที่ค่อนข้างซับซ้อน อย่างไรก็ตาม หากคุณต้องการ คุณยังสามารถควบคุมมันได้ คุณต้องเรียนรู้กฎพื้นฐานของกระบวนการและค่อยๆ เรียนรู้วิธีการทำแบบฝึกหัดที่ง่ายที่สุด ไม่ต้องเสียเวลาและความพยายามในการเรียนรู้พื้นฐาน ซึ่งจะกลายเป็นพื้นฐานของความเชี่ยวชาญ ต่อจากนี้ไป คุณสามารถก้าวไปสู่เทคนิคที่ซับซ้อนมากขึ้นได้อย่างปลอดภัย ฝึกฝนทักษะของคุณ
การเชื่อมอาร์กไฟฟ้าเป็นวิธีการเชื่อมชิ้นส่วนโลหะ โดยชิ้นส่วนที่จะเชื่อมจะถูกหลอมโดยการปล่อยอาร์คในบริเวณที่สัมผัส ตามมาด้วยการแข็งตัวและเกิดการเชื่อมต่อถาวร แหล่งที่มาของความร้อนสำหรับการเชื่อมอาร์กคืออาร์กการเชื่อม - การคายประจุไฟฟ้าที่เสถียรในส่วนผสมของวัสดุและไอระเหยของก๊าซที่แตกตัวเป็นไอออนซึ่งมีความหนาแน่นกระแสสูงและอุณหภูมิสูง (4500-6000 ° C) ซึ่งเกินจุดหลอมเหลวของทั้งหมด โลหะที่รู้จัก
โครงสร้างอาร์คเชื่อม
ในการสร้างการคายประจุไฟฟ้า แรงดันไฟฟ้าคงที่หรือสลับจากแหล่งพลังงาน (เครื่องเชื่อม) จะถูกส่งไปยังโลหะเชื่อมและอิเล็กโทรดการเชื่อม เป็นผลให้เกิดอาร์คเชื่อมระหว่างแท่งอิเล็กโทรดกับโลหะ ความต้านทานนั้นเกินความต้านทานของอิเล็กโทรดและสายไฟ ดังนั้น ส่วนหลักของพลังงานความร้อนจึงถูกปล่อยออกมาอย่างแม่นยำในส่วนโค้งในการสร้างส่วนโค้งและรักษาการเผาไหม้ จะต้องมีอนุภาคที่มีประจุบวกและลบ - อิเล็กตรอนและไอออน - ในช่องว่างระหว่างอิเล็กโทรดกับโลหะที่กำลังเชื่อม กระบวนการก่อตัวที่เรียกว่าไอออไนซ์จะดำเนินการในระหว่างการจุดไฟของส่วนโค้งและจะคงอยู่อย่างต่อเนื่องระหว่างการเผาไหม้
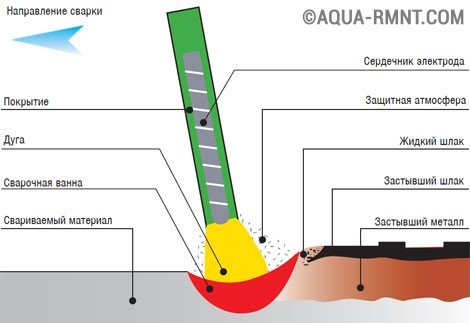
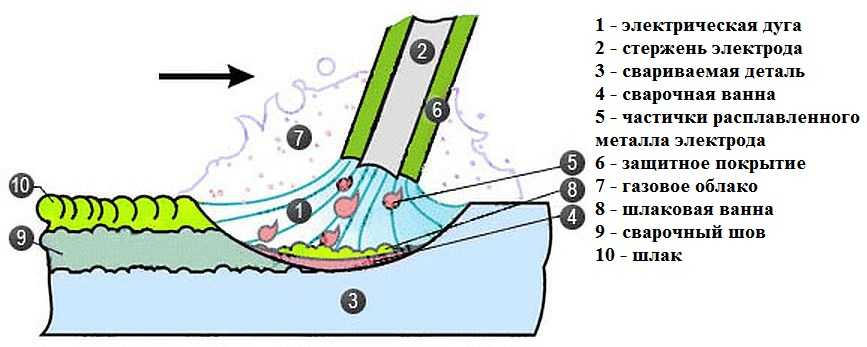
รูปด้านล่างแสดงไดอะแกรมของส่วนโค้งของการเชื่อมและกระบวนการสร้างรอยต่อ ภายใต้อิทธิพลของอุณหภูมิสูงของส่วนโค้ง (1) อิเล็กโทรด (2) การเคลือบ (6) และโลหะที่เชื่อม (3) จะหลอมละลาย ในตำแหน่งของการหลอมเหลว จะเกิดสระเชื่อม (4) ซึ่งหยดอิเล็กโทรดหลอมเหลว (5) จะถูกถ่ายโอน การเคลือบหลอมเหลว (6) ก่อให้เกิดเมฆก๊าซ (7) และอ่างตะกรัน (8) ซึ่งปกป้องโลหะจากผลกระทบของออกซิเจนและไนโตรเจน เมื่ออิเล็กโทรดเคลื่อนตัว โลหะจะเย็นตัวลงและตกผลึก ทำให้เกิดรอยเชื่อม (9) ที่มีเปลือกตะกรัน (10) บนพื้นผิว
![]()
ส่วนประกอบที่จำเป็นสำหรับการเชื่อมด้วยไฟฟ้า
เพื่อให้สามารถเชื่อมโลหะด้วยการเชื่อมด้วยไฟฟ้า คุณต้องมี:- แหล่งพลังงาน (เครื่องเชื่อม);
- วัสดุสิ้นเปลืองในการเชื่อม (เช่น อิเล็กโทรด) ที่เหมาะสมสำหรับโลหะที่กำลังเชื่อม
- ชุดป้องกัน (หน้ากากป้องกันส่วนใหญ่);
- ค้อนและแปรงโลหะเพื่อขจัดตะกรัน
ก่อนเริ่มทำงานกับเครื่องเชื่อม จำเป็นต้องทำความสะอาดโลหะเชื่อมจากสารแปลกปลอมและสารปนเปื้อน - น้ำมัน สี สนิม ตะกรัน ฯลฯ การปรากฏตัวของโลหะเชื่อมทำให้เกิดการละเมิดความสม่ำเสมอของตะเข็บและ การก่อตัวของรูขุมขน การทำความสะอาดทำได้โดยใช้เครื่องมือและวัสดุที่เหมาะสม เช่น แปรงลวด ค้อน ผ้าขี้ริ้วด้วยตัวทำละลาย (เช่น น้ำมันเบนซิน) สิ่งสกปรกที่ฝังแน่นสามารถบำบัดด้วยเปลวไฟจากคบเพลิง (blowtorch) ตามด้วยการแปรงฟัน
ประเภทของรอยต่อเชื่อม
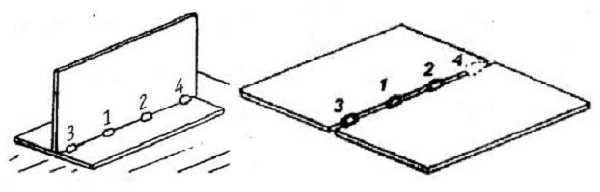
รอยเชื่อมประเภทต่างๆ ใช้ในการเชื่อม มีค่อนข้างน้อย แต่ก้นเท่านั้นที่แยกแยะ 32 ประเภท อย่างไรก็ตาม มีเพียงสี่ส่วนหลักเท่านั้น: ก้น (1), มุม (2), แท่นที (3), การทับซ้อนกัน (4) ด้วยมุมและข้อต่อรูปตัว T ขอบสามารถเชื่อมต่อกันได้ในทุกมุม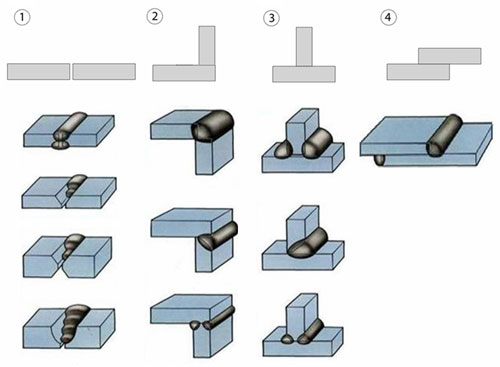
ด้วยความหนาของโลหะมากกว่า 3 มม. ขอแนะนำให้ทำร่องซึ่งช่วยให้คุณสร้างตะเข็บที่ไหลผ่านความหนาของโลหะทั้งหมด การเซาะร่องทำให้สามารถเชื่อมกับตะเข็บหลายชั้น (ชั้น) ของหน้าตัดเล็กๆ ได้ ซึ่งจะช่วยลดความเค้นและการเสียรูป และปรับปรุงโครงสร้างของรอยเชื่อม
มุมร่องอาจแตกต่างกัน - ตั้งแต่ 25 ถึง 50 ° ขึ้นอยู่กับความหนาของโลหะ ประเภทของรอยต่อ และข้อกำหนดสำหรับความแข็งแรงของตะเข็บ ที่บ้าน เมื่อทำงานกับชิ้นส่วนขนาดเล็ก การตัดด้วยเครื่องลับมีดทำได้ง่ายที่สุด เมื่อทำงานกับชิ้นส่วนขนาดใหญ่ คุณสามารถใช้ไฟฉายแก๊สได้ หากไม่สามารถทำร่องได้ไม่ว่าด้วยเหตุผลใดก็ตาม กระแสเชื่อมจะเพิ่มขึ้นเพื่อเชื่อมโลหะตลอดความหนา
ประกอบโครงสร้างก่อนเชื่อม
คุณสมบัติของรอยเชื่อมคือการเสียรูปอย่างแข็งแกร่งของโครงสร้าง ขณะทำความเย็น โลหะตะเข็บจะ "ดึง" ผลิตภัณฑ์และทำให้รูปร่างแตก หากไม่ใช้มาตรการที่เหมาะสม รูปร่างของโครงสร้างรอยจะแตกต่างจากที่วางแผนไว้มาก มุมขวาจะกลายเป็นคมหรือป้านความเรียบของพื้นผิวจะถูกละเมิดการเสียรูปนั้นต่อสู้ด้วยการประกอบและที่จับที่แข็งแรง ชิ้นส่วนที่เชื่อมต่อได้รับการแก้ไขในตำแหน่งที่แน่นอนโดยใช้แคลมป์ แคลมป์ เนคไท และอุปกรณ์อื่นๆ แต่แม้กระทั่งผลิตภัณฑ์คงที่ก็สามารถนำไปสู่ได้หากไม่ได้ทำในที่ที่จำเป็น "ติดอยู่" - ตะเข็บสั้น ๆ ของส่วนเล็ก ๆ ในสถานที่ต่าง ๆ ของโครงสร้าง หลังต้องอยู่ในตำแหน่งที่ความเค้นของตะเข็บได้รับการชดเชยร่วมกัน ในข้อต่อก้น เช่น แคลมป์ทำจากด้านต่างๆ ของชิ้นส่วน
ขั้วเชื่อมต่อ
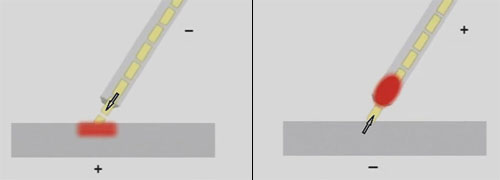
การทำงานกับเครื่องเชื่อม DC ช่วยเพิ่มโอกาสในการควบคุมโหมดการเชื่อมโดยสลับการเชื่อมต่อของสายยึด (อิเล็กโทรด) และแคลมป์ "มวล" (วัสดุ) ในโหมดปกติ อิเล็กโทรดจะเชื่อมต่อกับขั้วลบ และวัสดุกับขั้วบวก การเชื่อมต่อนี้เรียกว่า "ขั้วตรง" และให้ความร้อนแก่วัสดุเชื่อมได้ดีกว่า ซึ่งเป็นสิ่งจำเป็นในกรณีส่วนใหญ่เนื่องจากความหนาแน่นของวัสดุเชื่อมลักษณะทางกายภาพของความร้อนที่แรงขึ้นของโลหะที่มีขั้ว "ตรง" คือการไหลของอิเล็กตรอนซึ่งเป็นกระแสไฟฟ้า เคลื่อนที่จาก "ลบ" เป็น "บวก" จากแคโทดไปยังแอโนด (ในกรณีนี้ เป็น โลหะที่กำลังเชื่อม) ถ่ายโอนพลังงานของการเคลื่อนไหวและความร้อนไปยังมันนอกเหนือจากความร้อนจากอาร์คไฟฟ้า
บางครั้งจำเป็นต้องลดความร้อนของโลหะ - เมื่อเชื่อมวัสดุที่มีผนังบาง (เพื่อหลีกเลี่ยงการไหม้ผ่าน) หรือเหล็กกล้าโลหะผสม (เพื่อป้องกันการไหม้ขององค์ประกอบโลหะผสม) ในกรณีนี้ จะใช้ขั้วไฟฟ้าย้อนกลับ โดยเชื่อมต่ออิเล็กโทรดกับ "+" และวัสดุที่จะเชื่อมกับ "-" ในกรณีนี้ การไหลของอิเล็กตรอนจะเปลี่ยนทิศทางและไม่ทำให้โลหะร้อนขึ้น แต่เป็นอิเล็กโทรด
ในการกำหนดอิเล็กโทรดบางตัวมีข้อบ่งชี้ของขั้วของการเชื่อมต่อซึ่งจะต้องสังเกต แต่โดยพื้นฐานแล้ว อิเล็กโทรดใดๆ สามารถทำงานในขั้วต่างๆ ได้ เว้นแต่คุณภาพของการเชื่อมจะแตกต่างกัน หากไม่ทราบขั้วไฟฟ้า "ดั้งเดิม" ของอิเล็กโทรด คุณต้องทำงานกับมัน เปลี่ยนขั้ว ในที่สุดก็เลือกขั้วที่ให้คุณภาพการเชื่อมที่ดีที่สุด
เทคโนโลยีการเชื่อมเหล็กเคลือบอิเล็กโทรด
คำถาม - เรียนรู้วิธีการทำอาหารด้วยการเชื่อมด้วยไฟฟ้า - มีคำตอบเดียวเท่านั้น - แบบฝึกหัด คุณไม่สามารถเป็นผู้เชี่ยวชาญการเชื่อมด้วยการศึกษาทฤษฎีเท่านั้น อย่างไรก็ตาม การทำความคุ้นเคยกับพื้นฐานทางทฤษฎีก่อนลงมือปฏิบัติจริงจะเป็นประโยชน์อาร์คจุดระเบิด... อาร์คสามารถเกิดขึ้นได้ในกรณีที่ก๊าซ (อากาศ) เสียหรือเป็นผลมาจากการสัมผัสของอิเล็กโทรดด้วยการถอนตัวที่ตามมาเป็นระยะทางหลายมิลลิเมตร วิธีแรก (การแยกตัวของอากาศ) ทำได้เฉพาะที่แรงดันสูงเท่านั้น เช่น ที่แรงดันไฟฟ้า 1,000V และช่องว่างระหว่างขั้วไฟฟ้า 1 มม. โดยปกติแล้ววิธีการตีอาร์คนี้จะไม่ใช้เนื่องจากอันตรายจากไฟฟ้าแรงสูง เมื่ออาร์กได้รับกระแสไฟฟ้าแรงสูง (มากกว่า 3000V) และกระแสความถี่สูง (150-250 kHz) การแยกตัวของอากาศจะเกิดขึ้นได้โดยมีช่องว่างระหว่างอิเล็กโทรดและชิ้นส่วนสูงถึง 10 มม. วิธีการจุดไฟอาร์คนี้ไม่เป็นอันตรายต่อช่างเชื่อมและมักใช้
วิธีที่สองของการจุดระเบิดด้วยอาร์คต้องใช้ความต่างศักย์ระหว่างอิเล็กโทรดและผลิตภัณฑ์ 40-60V ดังนั้นจึงใช้บ่อยที่สุด เมื่ออิเล็กโทรดสัมผัสกับชิ้นงานจะมีการสร้างวงจรการเชื่อมแบบปิด ในขณะที่อิเล็กโทรดถูกถอดออกจากผลิตภัณฑ์ อิเล็กตรอนซึ่งอยู่บนจุดแคโทดที่ถูกทำให้ร้อนจากการลัดวงจร จะแยกตัวออกจากอะตอมและเคลื่อนที่ด้วยไฟฟ้าสถิตไปยังแอโนด ก่อตัวเป็นอาร์คไฟฟ้า ส่วนโค้งจะเสถียรอย่างรวดเร็ว (ภายในไมโครวินาที) อิเล็กตรอนที่ออกจากจุดแคโทดจะแตกตัวเป็นไอออนในช่องว่างของแก๊สและมีกระแสไฟฟ้าปรากฏขึ้น
ความเร็วในการจุดระเบิดของอาร์คขึ้นอยู่กับลักษณะของแหล่งพลังงาน ความแรงของกระแสไฟฟ้าในขณะที่สัมผัสอิเล็กโทรดกับผลิตภัณฑ์ เวลาที่สัมผัส องค์ประกอบของช่องว่างก๊าซ ความเร็วในการกระแทกส่วนโค้งนั้นได้รับอิทธิพลจากค่าก่อน ยิ่งค่าปัจจุบันสูงขึ้น (สำหรับเส้นผ่านศูนย์กลางของอิเล็กโทรดเดียวกัน) หน้าตัดของจุดแคโทดก็จะยิ่งใหญ่ขึ้นและกระแสก็จะสูงขึ้นที่จุดเริ่มต้นของการจุดอาร์ค กระแสอิเล็กตรอนขนาดใหญ่จะทำให้เกิดการแตกตัวเป็นไอออนอย่างรวดเร็วและเปลี่ยนเป็นอาร์คที่เสถียร
เมื่อเส้นผ่านศูนย์กลางของอิเล็กโทรดลดลง (กล่าวคือ เมื่อความหนาแน่นกระแสเพิ่มขึ้น) เวลาในการเปลี่ยนผ่านไปยังการปล่อยอาร์กที่เสถียรจะลดลงอีก
ความเร็วในการจุดระเบิดอาร์คยังได้รับอิทธิพลจากขั้วและประเภทของกระแสไฟด้วย ด้วยกระแสไฟตรงและขั้วไฟฟ้าย้อนกลับ (กล่าวคือ บวกของแหล่งจ่ายกระแสไฟเชื่อมต่อกับอิเล็กโทรด) ความเร็วในการกระแทกอาร์กจะสูงกว่า AC สำหรับกระแสสลับ แรงดันจุดระเบิดต้องมีอย่างน้อย 50-55V สำหรับกระแสตรง - อย่างน้อย 30-35V
การจุดประกายไฟซ้ำๆ ของอาร์คการเชื่อมหลังจากการดับเนื่องจากการลัดวงจรโดยหยดโลหะอิเล็กโทรดจะเกิดขึ้นเองตามธรรมชาติหากอุณหภูมิของปลายอิเล็กโทรดสูงเพียงพอ
วิธีที่สะดวกที่สุดในการจุดไฟอาร์กคือการชนปลายอิเล็กโทรดกับโลหะ ด้วยการเคลื่อนไหวนี้ อาร์คจะเกิดขึ้นและการเคลือบเริ่มละลาย ในกรณีนี้จะไม่มีการเกาะของอิเล็กโทรด เพื่อไม่ให้ทิ้งร่องรอยไว้บนโลหะบริสุทธิ์ คุณต้องเกาตามแนวตะเข็บในอนาคต โดยย้ายอิเล็กโทรดไปที่จุดเริ่มต้น
หากมีการไหลเข้าที่ส่วนปลาย จะต้องเคาะออกโดยการเคาะอิเล็กโทรดบนโลหะ - ควรใช้อิเล็กโทรดที่ไม่ได้เชื่อมต่อ "มวล" มิฉะนั้นอิเล็กโทรดอาจเกาะติด หากปลายอิเล็กโทรดเปิดออกมากเกินไป เพื่อหลีกเลี่ยงการเกาะติด จะต้องกระแทกหลายครั้งเพื่อหลอมโลหะที่สัมผัส

ทางเลือกของเส้นผ่านศูนย์กลางของอิเล็กโทรดและความแข็งแรงของกระแสเชื่อม... เส้นผ่านศูนย์กลางของอิเล็กโทรดและความแรงของกระแสจะถูกเลือกก่อนอื่นโดยคำนึงถึงความหนาของโลหะที่จะเชื่อม สำหรับการเลือกเริ่มต้นของเส้นผ่านศูนย์กลางอิเล็กโทรดและความแรงของกระแส คุณสามารถใช้ตารางต่อไปนี้ ค่าที่สอดคล้องกับตะเข็บด้านล่าง
กระแสเชื่อมยังระบุลักษณะของอิเล็กโทรดบนบรรจุภัณฑ์ด้วย
เมื่อทำการเชื่อมในตำแหน่งแนวตั้งและเหนือศีรษะ จะใช้อิเล็กโทรดที่มีเส้นผ่านศูนย์กลางไม่เกิน 4 มม. หากมีร่องหรือจำเป็นต้องเชื่อมช่องว่างระหว่างชิ้นส่วน ตะเข็บรากสามารถทำด้วยอิเล็กโทรดที่มีเส้นผ่านศูนย์กลางเล็กกว่า - 2.5-3 มม.

ค่าโดยประมาณของกระแสเชื่อมคงที่สามารถคำนวณได้โดยใช้สูตร I = K d โดยที่ ผม- ความแรงในปัจจุบัน ถึง- ค่าสัมประสิทธิ์ dคือ เส้นผ่านศูนย์กลางของอิเล็กโทรด ค่าสัมประสิทธิ์ ถึงถูกเลือกขึ้นอยู่กับเส้นผ่านศูนย์กลางของอิเล็กโทรด
การคำนวณนี้ช่วยให้คุณกำหนดค่าปัจจุบันสำหรับตะเข็บด้านล่างเมื่อเชื่อมด้วยกระแสตรง เมื่อเงื่อนไขเหล่านี้เปลี่ยนแปลง ควรเปลี่ยนสูตร:
- หากมีตะเข็บแนวตั้งให้เดือด จะต้องป้อนค่าตัวประกอบการแก้ไข 0.9 ลงในสูตร เป็นผลให้สูตรจะอยู่ในรูปแบบ I = 0.9 K d
- เมื่อสร้างรอยต่อเพดาน ค่าของตัวประกอบการแก้ไขจะต้องลดลงเป็น 0.8 (I = 0.8 K d) วิธีนี้จะช่วยให้คุณได้โลหะหลอมเหลวในปริมาณที่น้อยลงและตกผลึกเร็วขึ้น
- เมื่อเชื่อมด้วยกระแสสลับ มูลค่าของกระแสเชื่อมควรเพิ่มขึ้น 10-15A
ควรเลือกค่ากระแสไฟที่เหมาะสมที่สุดระหว่างการทำงาน ขึ้นอยู่กับเงื่อนไขเฉพาะ
หากใช้หม้อแปลงเชื่อมหรือวงจรเรียงกระแสเป็นแหล่งพลังงาน ความแรงของกระแสที่แท้จริงอาจแตกต่างจากชุดบนเครื่องเมื่อแรงดันไฟฟ้าของแหล่งจ่ายเปลี่ยนไป หากมีค่าต่ำ (เช่น ในตอนเย็น) กระแสเชื่อมจริงจะต่ำกว่าค่าที่ระบุโดยสวิตช์สลับ
เทคโนโลยีการเชื่อม
เพื่อให้อาร์กไฟฟ้าเกิดขึ้น จำเป็นต้องมีองค์ประกอบนำไฟฟ้าสององค์ประกอบที่มีประจุตรงข้ามกัน อันหนึ่งเป็นชิ้นโลหะ อีกอันเป็นอิเล็กโทรด
อิเล็กโทรดที่ใช้สำหรับการเชื่อมอาร์คไฟฟ้าด้วยมือ เป็นแกนโลหะที่หุ้มด้วยสารป้องกันพิเศษ นอกจากนี้ยังมีอิเล็กโทรดสำหรับการเชื่อมแบบกราไฟต์และคาร์บอนที่ไม่ใช่โลหะ แต่ใช้สำหรับงานพิเศษและไม่น่าจะเป็นประโยชน์สำหรับช่างเชื่อมสามเณร
เมื่ออิเล็กโทรดและโลหะซึ่งมีขั้วต่างกัน สัมผัสกัน จะเกิดอาร์คไฟฟ้าขึ้น หลังจากการปรากฏตัวของมันในสถานที่ที่มันถูกชี้นำโลหะของชิ้นส่วนเริ่มละลาย ในเวลาเดียวกัน โลหะของแท่งอิเล็กโทรดจะหลอมเหลว ถ่ายโอนด้วยอาร์คไฟฟ้าไปยังโซนหลอมเหลว: สระเชื่อม
วิธีการสร้างสระเชื่อม หากไม่เข้าใจกระบวนการนี้ คุณจะไม่เข้าใจวิธีการปรุงโลหะอย่างถูกต้อง (หากต้องการเพิ่มขนาดของรูปภาพ ให้คลิกขวาบน)
ในกระบวนการนี้ สารเคลือบป้องกันยังไหม้ ละลายบางส่วน ระเหยบางส่วน และปล่อยก๊าซจากหลอดไฟฟ้าออกมาจำนวนหนึ่ง ก๊าซที่ล้อมรอบสระเชื่อม ปกป้องโลหะจากการมีปฏิสัมพันธ์กับออกซิเจน องค์ประกอบขึ้นอยู่กับชนิดของสารเคลือบป้องกัน ตะกรันที่หลอมละลายยังปกคลุมโลหะ ช่วยรักษาอุณหภูมิ เพื่อที่จะเชื่อมได้อย่างเหมาะสม จำเป็นต้องแน่ใจว่าตะกรันครอบคลุมบ่อเชื่อม
ได้การเชื่อมโดยการเคลื่อนย้ายอ่าง และจะเคลื่อนที่เมื่ออิเล็กโทรดเคลื่อนที่ นี่คือความลับทั้งหมดของการเชื่อม: คุณต้องขยับอิเล็กโทรดด้วยความเร็วที่กำหนด สิ่งสำคัญคือต้องเลือกมุมเอียงและพารามิเตอร์ปัจจุบันอย่างถูกต้อง ทั้งนี้ขึ้นอยู่กับประเภทการเชื่อมต่อที่ต้องการ
เมื่อโลหะเย็นตัวลง จะเกิดเปลือกตะกรันขึ้น ซึ่งเป็นผลมาจากการเผาไหม้ของก๊าซป้องกัน นอกจากนี้ยังปกป้องโลหะจากการสัมผัสกับออกซิเจนในอากาศ หลังจากเย็นตัวลงแล้วจะใช้ค้อนทุบ ในกรณีนี้ เศษร้อนจะลอยหายไป ดังนั้นจึงจำเป็นต้องมีอุปกรณ์ป้องกันดวงตา (สวมแว่นตาพิเศษ)
วิธีการเชื่อมโลหะอย่างถูกต้อง
การเรียนรู้วิธีจับอิเล็กโทรดและเคลื่อนย้ายอ่างอย่างถูกต้องไม่เพียงพอสำหรับผลลัพธ์ที่ดี คุณจำเป็นต้องรู้รายละเอียดปลีกย่อยบางอย่างของพฤติกรรมของโลหะที่เชื่อมเข้าด้วยกัน และความไม่ชอบมาพากลอยู่ในความจริงที่ว่าตะเข็บ "ดึง" รายละเอียดเนื่องจากพวกเขาสามารถเบ้ ส่งผลให้รูปร่างของผลิตภัณฑ์สามารถแตกต่างไปจากที่ต้องการได้มาก
เทคโนโลยีการเชื่อมด้วยไฟฟ้า: ก่อนเริ่มตะเข็บชิ้นส่วนจะเชื่อมต่อกับตะปู - ตะเข็บสั้นอยู่ห่างจากกัน 80-250 มม.
ดังนั้นก่อนทำงาน ชิ้นส่วนต่างๆ จะถูกยึดด้วยแคลมป์ เนคไท และอุปกรณ์อื่นๆ นอกจากนี้ยังมีการทำ potholders - ตะเข็บขวางสั้น ๆ วางหลังจากไม่กี่สิบเซนติเมตร พวกเขายึดชิ้นส่วนเข้าด้วยกันทำให้ผลิตภัณฑ์มีรูปร่าง เมื่อทำการเชื่อมข้อต่อจะใช้ทั้งสองด้าน: นี่คือวิธีการชดเชยความเครียดที่เกิดขึ้น หลังจากมาตรการเตรียมการเงียบเริ่มการเชื่อม
วิธีการเลือกกระแสเชื่อม
เป็นไปไม่ได้ที่จะเรียนรู้วิธีการปรุงอาหารด้วยการเชื่อมด้วยไฟฟ้าหากคุณไม่ทราบวิธีตั้งค่ากระแสไฟ ขึ้นอยู่กับความหนาของชิ้นส่วนที่จะเชื่อมและอิเล็กโทรดที่ใช้ การพึ่งพาอาศัยกันของพวกเขาถูกนำเสนอในตาราง
แต่ด้วยการเชื่อมอาร์กไฟฟ้าแบบแมนนวล ทุกอย่างเชื่อมต่อถึงกัน ตัวอย่างเช่น แรงดันไฟฟ้าตกในเครือข่าย อินเวอร์เตอร์ไม่สามารถให้กระแสไฟที่ต้องการได้ แต่แม้ภายใต้สภาวะเหล่านี้ คุณก็สามารถทำงาน: คุณสามารถขยับอิเล็กโทรดได้ช้ากว่า และได้รับความร้อนที่ดี หากไม่ได้ผล ให้เปลี่ยนประเภทของการเคลื่อนที่ของอิเล็กโทรด - ผ่านที่เดิมหลายครั้ง อีกวิธีหนึ่งคือการใส่อิเล็กโทรดที่บางลง ด้วยการรวมวิธีการทั้งหมดเหล่านี้เข้าด้วยกัน การเชื่อมที่ดีสามารถทำได้แม้ภายใต้สภาวะเหล่านี้
ตอนนี้คุณรู้วิธีการเชื่อมโดยการเชื่อมแล้ว มันยังคงทำงานออกทักษะ เลือกเครื่องเชื่อม ซื้ออิเล็กโทรดและหน้ากากเชื่อม แล้วเริ่มฝึก
ในการรวบรวมข้อมูล ให้ดูวิดีโอแนะนำเกี่ยวกับการเชื่อม
หากคุณต้องการเรียนรู้วิธีการใช้การเชื่อมด้วยไฟฟ้า คุณควรได้รับอุปกรณ์ที่จำเป็นก่อน เนื่องจากการเชื่อมด้วยไฟฟ้าเป็นธุรกิจที่รับผิดชอบสำหรับผู้เริ่มต้น สำหรับใช้ในบ้าน แม้แต่เครื่องเชื่อมแบบเริ่มต้นก็เพียงพอแล้ว แม้ว่าจะทำอะไรก็ตาม:
- วงจรเรียงกระแส;
- อินเวอร์เตอร์;
- หม้อแปลงเชื่อม
เป็นการดีถ้าขีดจำกัดกระแสเกิน 160 แอมแปร์ คุณควรได้รับอุปกรณ์ป้องกันด้วย:
- หน้ากากช่างเชื่อม;
- ถุงมือทำงาน;
- เสื้อผ้าที่ทำจากวัสดุหนาแน่น (ไม่สังเคราะห์);
- รองเท้าบูททำจากหนังหยาบหรือผ้าใบกันน้ำ
- ค้อน;
- แปรงโลหะ
อุปกรณ์ความปลอดภัยหลัก คุณต้องการแค่ถังดับเพลิงหรืออย่างน้อยก็ถังน้ำ คุณต้องปฏิบัติตามข้อควรระวังทั้งหมดเมื่อใช้เครื่องใช้ไฟฟ้า

ในการเรียนรู้วิธีใช้การเชื่อมด้วยไฟฟ้า คุณควรจำกฎง่ายๆ ข้อหนึ่ง: ต้องเลือกอิเล็กโทรดโดยคำนึงถึงความหนาของโลหะ และต้องตั้งค่าความแรงกระแสของอุปกรณ์ตามประเภทของอิเล็กโทรด
การทำงานกับหม้อแปลงเชื่อม จะมีการตั้งค่ากระแส 30-40 แอมแปร์สำหรับความหนาของโลหะทุกๆ มิลลิเมตร เมื่อใช้อินเวอร์เตอร์ กระแสสูงสุดสำหรับอิเล็กโทรดหนา 3 มม. คือ 80 แอมแปร์ เนื่องจากที่ 100 แอมแปร์ มันสามารถตัดโลหะได้ ในกรณีของอิเล็กโทรดที่มีความหนา 2 มม. ค่าความแรงของกระแสจะถูกตั้งไว้ที่ 20-30 แอมแปร์ และเมื่อตั้งค่าเป็น 40 แอมแปร์ ก็สามารถตัดโลหะได้
ก่อนเริ่มการเชื่อม คุณต้องเตรียมสถานที่ทำงานรวมถึงชิ้นงานที่จะใช้ในการสอนงานเชื่อม ใช้แปรงหรือเครื่องบดโลหะทำความสะอาดจุดเชื่อมจากสนิมและสิ่งสกปรก ในการยึดและเชื่อมองค์ประกอบที่จะเชื่อม คุณต้องใช้แคลมป์หรือคีมหนีบ

คุณต้องเรียนรู้วิธีการทำงานกับเครื่องเชื่อมจากการเชื่อมแบบลูกกลิ้งง่ายๆ ในการทำเช่นนี้ คุณต้องซื้ออิเล็กโทรดที่มีเส้นผ่านศูนย์กลาง 3 มม. สำหรับผู้เริ่มต้น ANO-21 หรือ ANO-36 ซึ่งถือว่าเป็นสากลและราคาไม่แพงที่สุดก็เพียงพอแล้ว ควรใช้อิเล็กโทรดใหม่เพราะว่าอิเล็กโทรดเก่าบางครั้งอาจชื้นและไม่สามารถใช้งานได้
ต้องยึดแคลมป์มวลเข้ากับชิ้นส่วน และต้องใส่อิเล็กโทรดเข้าไปในที่ยึด
- จำเป็นต้องกระแทกอิเล็กโทรดบนชิ้นส่วนโลหะเช่นไม้ขีดให้ช้าลงเล็กน้อย หากเกิดการอาร์ค จะต้องจับอิเล็กโทรดโดยจับอิเล็กโทรดจากพื้นผิวของชิ้นงานสองสามมิลลิเมตรแล้วนำไปด้านข้าง
- การแตะเป็นวิธีที่สอง คุณต้องแตะปลายอิเล็กโทรดบนชิ้นงานและฉีกออกทันทีโดยจับส่วนโค้ง จำเป็นต้องขับอิเล็กโทรดไปตามชิ้นงานโดยรักษาช่องว่าง 3 ถึง 5 มม.

คุณสามารถเรียนรู้วิธีการปรุงอาหารด้วยเครื่องเชื่อมโดยเรียนรู้วิธีขับอิเล็กโทรดเหนือชิ้นงานอย่างถูกต้องก่อน ความชันควรอยู่ที่ประมาณ 75 องศาในทิศทางของส่วนโค้ง โดยการตั้งค่าปัจจุบันที่ถูกต้อง อาร์คจะมีเสถียรภาพ และโลหะและอิเล็กโทรดจะหลอมเหลวในเวลาเดียวกัน หากกระแสไฟสูงเกินไป โลหะจะเริ่มไหม้และกระเซ็น
พยายามทำอาหาร
ลองเชื่อมสองชิ้นเข้าด้วยกัน จุดไฟอาร์คและเริ่มเลื่อนอิเล็กโทรดไปตามแนวตะเข็บอย่างราบรื่นที่มุม 75 องศา ในกรณีนี้ ควรทำการเคลื่อนที่แบบสั่นด้วยเสี้ยว ราวกับขูดโลหะจากชิ้นงานแต่ละชิ้นไปยังรอยเชื่อม ดังนั้นคุณจะได้รอยต่อที่ราบรื่นและต่อเนื่อง หลังจากที่โลหะเย็นตัวลงแล้ว คุณต้องใช้ค้อนทุบตะกรันออก
สิ่งสำคัญคือการฝึกฝน แล้วทักษะของคุณจะเริ่มดีขึ้น ในอนาคต คุณจะสามารถเรียนรู้เทคนิคการเชื่อมที่ซับซ้อนมากขึ้น เช่น การเชื่อมแนวตั้งหรือตะเข็บเหนือศีรษะ คุณจะพบแอปพลิเคชันสำหรับความสามารถดังกล่าวในครัวเรือนเสมอ