Ano ang niluluto ng mga welding. Paano matututunan kung paano magluto sa pamamagitan ng hinang: detalyadong mga tagubilin
Maaari kang makakuha ng pagiging dalubhasa ng isang manghihinang pagkatapos ng 2 taon ng pag-aaral sa isang bokasyunal na teknikal na paaralan o kolehiyo, sa matinding mga kaso, maaari kang kumuha ng mga kurso. Para sa mga hindi nais na gawin ito nang propesyonal, ngunit nais lamang na husay na magsagawa ng mga seam ng welding, makakatulong ang sumusunod na pagpipilian ng mga karaniwang hinang.
Mga tool sa hinang
Ang pagbili ng kinakailangang kagamitan ay isang mahalagang paghahanda para sa matagumpay na pagkumpleto ng mga hinang. Ang pangunahing aparato para sa kanilang paglikha ay isang welding machine. Ang mga pagkakaiba-iba nito ay maaaring gumana sa parehong direkta at alternating kasalukuyang. Kapag nagtatrabaho sa isang welding machine, kailangan mong bumili ng mga electrode.Kung ginagamit ang welding ng arc, ang mga electrodes ay lumilipat sa isang direksyon sa pare-pareho na kasalukuyang, na tinutukoy alinsunod sa polarity.
Mayroong maraming mga welding machine:
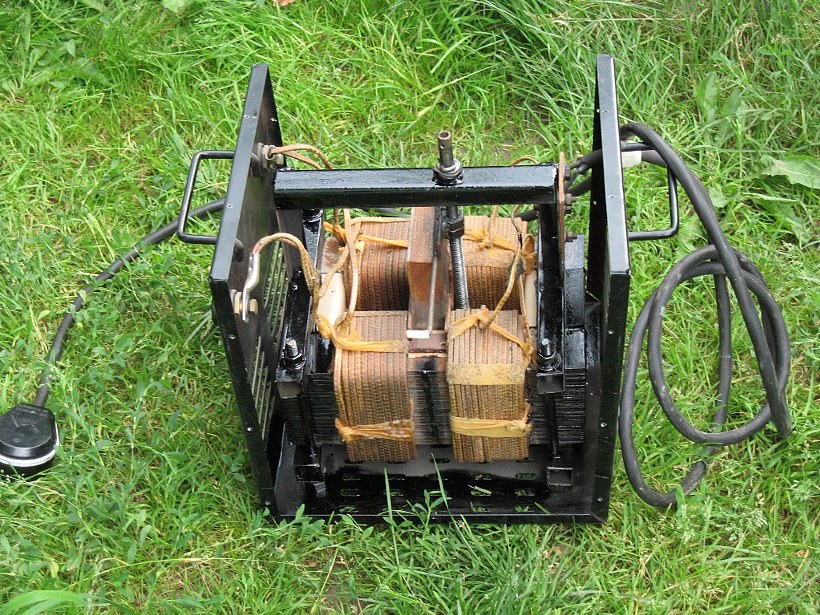
- Transpormer ... Binabago nito ang kuryente na ibinibigay ng network sa alternating kasalukuyang para sa proseso ng hinang. Kung pipiliin mo ang isang murang bersyon nito, maaari kang makakuha ng isang mabibigat na aparato kung saan may mga paghihirap na lilitaw sa panahon ng transportasyon, pati na rin ang isang mataas na pagpapanatili ng arko at pagkawala ng boltahe sa panahon ng operasyon.
- Rectifier ... Ini-convert nito ang mains alternating kasalukuyang sa direktang kasalukuyang para sa hinang. Mayroon itong halos kaparehong mga kawalan at pakinabang tulad ng nakaraang aparato. Ngunit ang kalidad ng mga tahi pagkatapos na mailapat ito ay mas mahusay, dahil pinapanatili nito ang katatagan ng arko.
- Inverter ... Nagbibigay ng patuloy na kasalukuyang at boltahe para sa hinang. Ito ay isang compact na aparato, na nagbibigay ng isang maayos na kasalukuyang regulasyon, naiiba ito mula sa mga katapat nito sa mabilis na pagtugon at madaling pag-aapoy.
Ang mga welding inverters ng bagong henerasyon ay higit na katumpakan sa mga transformer, generator at rectifier na dating ginamit para sa hinang; ang polarity ay maaaring itakda nang nakapag-iisa sa kanila. Para sa mga nagsisimula, inirerekumenda na makabisado ang hinang sa mga inverters.
Ang matagumpay na paggamit ng mga aparatong ito ay nakasalalay sa tamang konsepto ng polarity. Kung ang direktang polarity ay napili, pagkatapos ang wire na may "minus" ay pupunta sa elektrod, at may "plus" - sa terminal na "ground". Ang kabaligtaran na polarity ay gagawin ang kabaligtaran.
Ang welding machine ay ibinibigay ng kasalukuyang sa pamamagitan ng mga wire na may mga terminal na mabilis na naglabas. Ang mga conductor ay dapat na tanso at insulated, nagsasagawa sila ng kasalukuyang, at ang gawa ng pelikula ay kumikilos bilang isang separator.
Ang mga metal welding electrode ay gawa sa welding wire. Ngunit para sa cast iron, ginagamit ang isang wire ng tagapuno na may isang grapite rod. Ang cast iron, hindi katulad ng bakal, ay isang napaka-malutong materyal at dapat na malamig na hinang. Kapag hinang, kinakailangan upang patuloy na subaybayan ang pag-init ng ibabaw nito, kung hindi man ay maaaring mangyari ang mga bitak. Ang seam ay hindi ginawa sa isang piraso, ngunit sa magkasya at nagsisimula sa sapilitan na pagmamartilyo.
Ang mga pangunahing kaalaman sa isang novice welder
Ang mastering welding ay nagsisimula sa mga sesyon ng pagsasanay sa hindi kinakailangang mga piraso ng metal. Mas mahusay na mag-stock sa isang lalagyan ng tubig, kung biglang dahil sa kawalan ng karanasan ang sunog ay nangyayari, posible na mabilis na matanggal ang apoy. Sa mga unang hakbang, kailangan mong maging maingat at mapagbantay, kahit na tumalbog ang isang maliit na spark, sapat na ito upang magsimula ng sunog:- Sa napiling aparato, ang pagkakabukod ng cable ay nasuri, ang kawastuhan ng pagpuno nito sa may-ari.
- Ang kinakailangang kasalukuyang halaga ay nakatakda, na nakatuon sa diameter ng elektrod.
- Ang isang arko ay pinaso, na kung saan ay nakatakda sa isang pagkahilig ng 60-70 degree at dahan-dahang iginuhit kasama ang ibabaw upang ma-welding. Ang bahagi ay hinawakan ng isang arko kapag ang mga spark ay nagmula sa elektrod. Sa panahon ng hinang, ang distansya ng 5 mm ay dapat na mapanatili sa pagitan ng arko at ng elektrod. Sa panahon ng operasyon, ang mga electrode ay masusunog. Kung ang elektrod ay dumidikit sa metal sa panahon ng paggalaw, dapat itong i-swing sa gilid.
- Ang arko ay maaaring hindi lumitaw sa unang pagkakataon, pagkatapos ang laki ng kasalukuyang tumataas upang ang isang arko na may pare-pareho na haba ng 5 mm ay nakuha.
- Kapag naging ilaw ito, kailangan mong subukang i-welding ang butil, sinusubukan na kolektahin ang tinunaw na metal sa gitna ng arko.
Tamang pagpapatupad ng isang patayong hinang (video)
Ipinapakita ng sumusunod na video kung paano gumawa ng isang patayong seam sa manipis na metal, na ang kapal nito ay 2 mm lamang.Para sa hinang, ginagamit ang mga Korean electrode na may diameter na 2.6 mm. Karaniwan, ang mga naturang seam ay ginawa gamit ang isang anggulo pasulong, ngunit dahil ang isang profile ay ginagamit kung saan ang isang maliit na puwang ay ginawa, ang trabaho ay magaganap perpendicularly o may isang bahagyang counter-slope. Upang ihambing ang mga tahi, una, kalahati ng puwang ay hinangin sa 45 amperes, at pagkatapos ay lumipat sa 60 at 70. Sa pamamagitan ng isang light filter, makikita na ang hinang ay isinasagawa mula sa ibabang bahagi ng profile. Ang resulta ay 2 stitches. Tulad ng nakikita mo, sa 70 amps lumalabas itong mas makinis at mas tumpak.
Paano magwelding ng isang seam sa kisame gamit ang electric welding? (video)
Ang ganitong uri ng hinang ay ginaganap gamit ang halimbawa ng manipis na mga plato kung saan ginagamit ang mga SSSI electrode na may pangunahing patong.Narito ang mga tagubilin para sa hinang:
- Ang unang paggalaw ng elektrod ay ginagawa sa isang pattern na "herringbone", habang ang mga maliliit na paggalaw ng oscillatory ay dapat na gumanap. Kapag hinang ang kisame seam, isang kasalukuyang 85 amperes ang ginagamit, ginagawa ito nang walang paghihiwalay. Ang isa pang sagisag ng tulad ng isang tahi ay upang ilipat ang elektrod nang bahagyang paatras at pagkatapos ay pasulong.
- Matapos ang lahat ng mga plato ay na-welded, nagpatuloy sila sa paggawa ng isang semi-kisame na fillet weld, na isinasagawa, na nagsisimula sa isang maliit na seam at bumabalik, at pagkatapos ay ginagamit ang parehong herringbone, gumanap ng isang paatras na anggulo. Para sa isang fillet weld, dapat na itakda ang isang mas mataas na kasalukuyang 90 amps. Maaari kang magsagawa ng welding ng fillet gamit ang pangalawang pamamaraan, gamit ang pabalik-balik na paggalaw.
- Ang huling mga tahi ay ginawa sa lap joint ng mga plate. Ito ay isang magkasanib na semi-kisame. Dahil sa ang katunayan na ang pang-itaas na plato ay manipis, ang mga paggalaw ng herringbone ay dapat na gumanap nang maayos sa isang maliit na hakbang, nang hindi inilalagay nang husto ang elektrod upang maiwasan ang mga pagsabog. Ang pagsasama sa isang seam ay maaaring pagsamahin. Ang kasalukuyang nananatiling pareho - sa 90 amperes.
Ipinapakita ng overlap seam na kapag gumaganap ng malawak na paggalaw gamit ang electrode, ang mga undercuts ay nabuo dahil sa manipis na platinum. Sa simula ng mga tahi, may mga pores na lumitaw bilang isang resulta ng hindi magandang paglilinis ng metal.
Welding tutorial ng video para sa mga nagsisimula
Ang kakayahang magluto ng mga tahi ay nailalarawan sa pamamagitan ng kanilang kagandahan at kalidad. Upang matupad ang mga kinakailangang ito, kailangan mong magkaroon ng ilang mga kasanayan. Makukuha lamang sila sa karanasan. At para sa mga baguhan na nagtuturo ng sarili na mga welder, walang mas mahusay na gabay kaysa sa isang video ng isang propesyonal, kung saan inilalagay ito sa mga istante kung paano magwelding ng tama ang mga seam.Ang puwang sa pagitan ng mga tubo ay 2 millimeter. Isinasagawa ang pagtunaw ng tubo na may pull-off gamit ang mga electrode na pinahiran ng rutile. Isinasagawa ang hinang sa isang anggulo nang paurong, paturo nang hindi pinupunit ang elektrod, sa parehong lugar, hanggang sa mabuo ang isang butil. Ang aktwal na kasalukuyang sa patakaran ng pamahalaan ay humigit-kumulang na 110 amperes. Ang pag-unlad ng hinang ay ipinapakita sa pamamagitan ng isang light filter at sa liwanag ng araw. Bago gumawa ng isang seam, ang elektrod ay kailangang baluktot nang kaunti upang mas maginhawa itong magluto. Kapag isinasaalang-alang ang seam na ginawa ng isang light filter pagkatapos matalo ang slag, makikita na bumubuo ito ng isang kahit na pag-agos, sa lugar lamang ng lock ang may-akda ng video ay pinapahusay ito ng isang karagdagang drop.
Ang pangunahing paunang kinakailangan para sa pagkuha ng magagandang mga baluktot na seam ay ang paggamit ng isang angkop na paraan ng hinang at posisyon ng arc.
Matapos bilhin ang kinakailangang tool at maisagawa nang tama ang gawaing paghahanda, maaari mong malaya na maisagawa ang mga seam na ibinigay sa artikulo. At ang kawastuhan ng kanilang nilikha ay maaaring makontrol sa pamamagitan ng paghahambing sa ipinakita na mga halimbawa sa mga tutorial sa video mula sa mga propesyonal sa hinang.
Ang isang seam seam ay isa sa mga pinaka maaasahang paraan upang sumali sa mga bahagi. Ginagamit ito sa industriya at sa pang-araw-araw na buhay. Ang bawat manggagawa sa bahay ay gumagamit ng hinang paminsan-minsan. Mabuti kung marunong siyang magluto ng kanyang sarili, ngunit madalas ay kailangan niyang lumipat sa mga espesyalista. Ngunit ang hinang ay posible upang malaman. Dapat kang magsimula sa pinakasimpleng: electric welding para sa mga nagsisimula ay, una sa lahat, natutunan kung paano magsagawa ng iba't ibang mga seam. Ang mas kumplikadong gawain ay magagawa lamang sa pamamagitan ng pagkakaroon ng karanasan. Tingnan natin ang mga pangunahing kaalaman sa teknolohiya at ilan sa mga trick ng proseso ng hinang.
Kung saan magsisimula - yugto ng paghahanda
Una sa lahat, kailangan mong ihanda ang kagamitan. Tiyak na kakailanganin mo ang isang welding machine, isang hanay ng mga electrode, isang slag martilyo at isang brush. Ang diameter ng elektrod ay pinili depende sa kapal ng sheet ng metal. Huwag kalimutan ang tungkol sa proteksyon. Naghahanda kami ng isang welding mask na may isang espesyal na light filter, masikip na damit na may mahabang manggas at guwantes, mas mabuti ang suede. Kakailanganin mo rin ang isang welding rectifier, isang transpormer o isang inverter - mga aparato na nagko-convert ng alternating kasalukuyang sa direktang kasalukuyang kinakailangan para sa hinang.

Bago magtrabaho, kinakailangan upang maghanda ng mga proteksiyon na kagamitan, na kinabibilangan ng isang espesyal na mask na may isang light filter, guwantes na suede at damit na may manggas, pati na rin ang mga kinakailangang tool
Teknolohiya ng proseso ng hinang
Ang welding ay isang proseso ng mataas na temperatura. Para sa pagpapatupad nito, ang isang electric arc ay nabuo at gaganapin mula sa elektrod hanggang sa workpiece na dapat na ma-welding. Sa ilalim ng impluwensya nito, natunaw ang batayang materyal at ang metal rod ng electrode. Tulad ng sinabi ng mga eksperto, nabuo ang isang weld pool, ang base at electrode metal ay nahalo dito. Ang laki ng pool na nabuo nang direkta ay nakasalalay sa napiling welding mode, spatial na posisyon, bilis ng arc, hugis at sukat ng gilid, atbp. Sa karaniwan, ang lapad nito ay 8-15 mm, ang haba ay 10-30 mm at ang lalim ay tungkol sa 6 mm.
Ang patong ng elektrod, ang tinaguriang patong, kapag natunaw, ay bumubuo ng isang espesyal na gas zone sa rehiyon ng arc at sa itaas ng paliguan. Inililipat nito ang lahat ng hangin mula sa lugar ng hinang at pinipigilan ang tinunaw na metal mula sa pakikipag-ugnay sa oxygen. Bilang karagdagan, naglalaman ito ng mga singaw ng parehong mga base at electrode metal. Ang mga form ng slag sa tuktok ng seam, na pumipigil din sa pakikipag-ugnayan ng pagkatunaw sa hangin, na negatibong nakakaapekto sa kalidad ng hinang. Matapos ang unti-unting pagtanggal ng electric arc, ang metal ay nagsisimulang mag-crystallize at isang seam ang nabuo na pinag-iisa ang mga bahagi na dapat na ma-welding. Sa tuktok nito mayroong isang proteksiyon na layer ng slag, na kasunod na tinanggal.
Sa proseso ng paggawa ng isang hinang, natutunaw ang patong ng elektrod, na bumubuo ng isang espesyal na gas zone. Sa loob nito, mayroong isang paghahalo ng base metal at ang elektrod.
Ang mga pangunahing kaalaman sa welding ng arc
Sa mga rekomendasyon kung paano magluto gamit ang electric welding, ang espesyal na pansin ay binabayaran sa simula ng proseso. Mahusay na makuha ang iyong unang karanasan sa hinang sa ilalim ng patnubay ng isang dalubhasa na maaaring itama ang mga posibleng pagkakamali at magbigay ng kapaki-pakinabang na payo. Dapat kang magtrabaho, ligtas na ayusin ang bahagi. Para sa mga layuning ligtas sa sunog, kailangan mong maglagay ng isang timba ng tubig na malapit sa iyo. Para sa parehong dahilan, imposibleng isagawa ang gawaing hinang sa isang kahoy na base at kapabayaan kahit na napakaliit na residues ng ginamit na elektrod.
Ligtas naming ikinakabit ang clamp na "grounding". Sinusuri namin na ang cable ay insulated at maingat na naka-tuck sa isang espesyal na may-ari. Inilantad namin sa welding machine ang kinakalkula na halaga ng kasalukuyang lakas, na dapat na tumutugma sa napiling diameter ng elektrod. Sinisindi namin ang arko. Upang magawa ito, itakda ang elektrod sa isang anggulo ng halos 60 ° na may kaugnayan sa produkto. Dahan-dahan naming iginuhit ito sa ibabaw. Dapat lumitaw ang mga spark, ngayon hawakan namin ang elektrod sa metal at itaas ito sa taas na hindi hihigit sa 5 mm.
Kung ang operasyon ay naisagawa nang tama, isang arko ang mag-aapoy. Ang puwang ng 5 mm ay dapat na mapanatili sa buong buong hinang. Dapat tandaan na sa wastong hinang ng metal sa pamamagitan ng de-kuryenteng hinang, ang elektrod ay unti-unting masusunog, kaya't patuloy naming dinala ito nang bahagya sa metal. Dapat mong dahan-dahang ilipat ang elektrod, kung bigla itong dumikit, kakailanganin mong i-swing ito sa gilid. Kung ang arc ay hindi nag-welga, maaaring kinakailangan upang madagdagan ang amperage.
Matapos mong madaling masunog at mapanatili ang arko, oras na upang magpatuloy sa pagsasama ng butil. Nilinaw namin ang arko, dahan-dahan at maayos na ilipat ang electrode nang pahalang, na gumaganap ng mga paggalaw ng ilaw oscillatory kasama nito. Sa parehong oras, ang tinunaw na metal ay "sinalop" hanggang sa gitna ng arko. Ang resulta ay dapat na isang malakas na hinang na may maliit na mga alon ng hinang.
Kung sa proseso ng mga bahagi ng hinang ang elektrod ay nasusunog halos halos, at ang seam ay hindi pa nakumpleto, ang trabaho ay pansamantalang tumitigil. Binago namin ang ginamit na elemento sa bago, inaalis ang slag at patuloy na gumagana. Sa distansya na humigit-kumulang 12 mm mula sa pagkalumbay na nabuo sa dulo ng tahi, na tinatawag ding bunganga, pinapaso namin ang isang arko. Dinadala namin ang elektrod sa recess upang ang isang haluang metal ay nabuo mula sa metal ng luma at bagong naka-install na elektrod, pagkatapos nito ay nagpatuloy ang seam welding.
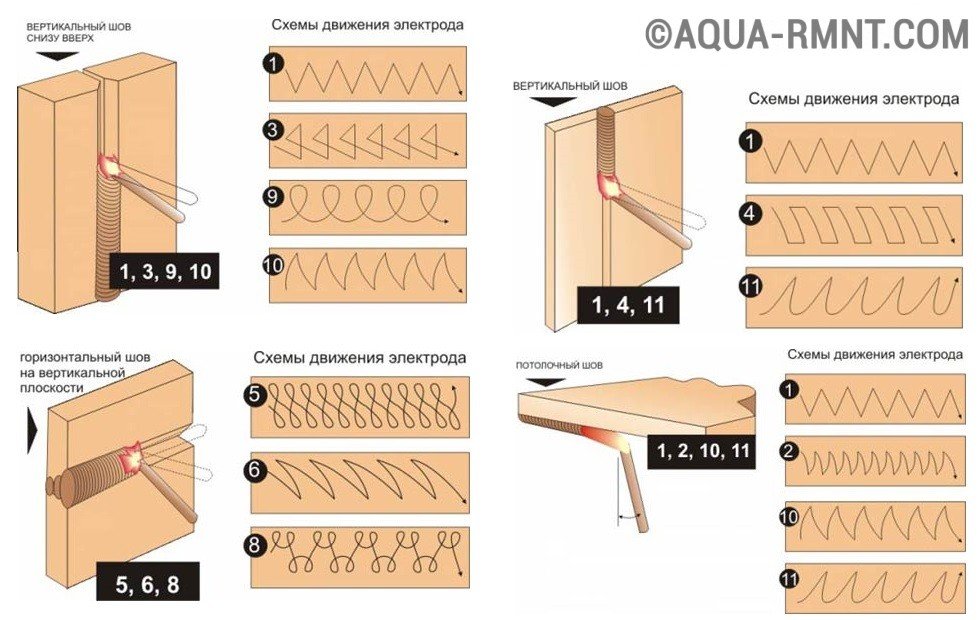
Sa proseso ng hinang, ang elektrod ay gumagawa ng ilang mga paggalaw, higit sa lahat translational, paayon at nakahalang. Mula sa kanilang mga kumbinasyon, ang iba't ibang mga uri ng mga tahi ay ginawa, ang pinakakaraniwan ay ipinapakita sa diagram
Ang tilapon ng arko sa panahon ng hinang ng mga bahagi ay maaaring gawin sa tatlong direksyon:
- Pagsasalin-wika. Ipinapalagay ang paggalaw ng arko kasama ang axis ng elektrod. Kaya, madali itong madali upang mapanatili ang isang matatag na haba ng arko.
- Paayon. Bumubuo ng isang filament welding roller, ang taas nito ay nakasalalay sa bilis ng paggalaw ng electrode at ang kapal nito. Ito ay isang normal na tahi, ngunit napaka payat. Upang ayusin ito, sa proseso ng paglipat ng elektrod kasama ang hinang seam, isinasagawa din ang nakahalang paggalaw.
- Transverse. Pinapayagan na makuha ang nais na lapad ng seam. Ginagawa ito sa pamamagitan ng mga paggalaw ng oscillating. Ang kanilang lapad ay pinili batay sa laki at posisyon ng seam, ang hugis ng paggupit nito, atbp.
Sa pagsasagawa, ginagamit ang lahat ng tatlong pangunahing paggalaw, na kung saan ay superimposed sa isa't isa at bumubuo ng isang tiyak na daanan. Mayroong mga klasikong bersyon, ngunit ang bawat master ay karaniwang may sariling sulat-kamay. Ang pangunahing bagay ay na sa kurso ng trabaho ang mga gilid ng mga elemento na sasali ay mahusay na natunaw, at isang seam ng isang naibigay na hugis ay nakuha.
Mga tampok ng welding ng pipeline
Ang electric arc welding ay maaaring gumawa ng isang patayong tahi, na kung saan ay matatagpuan sa gilid ng tubo, pahalang - kasama ang paligid. Pati na rin ang kisame at ilalim, matatagpuan, ayon sa pagkakabanggit, sa itaas at sa ibaba. Bukod dito, ang huli ay itinuturing na pinaka maginhawa upang gumanap. Ang mga tubo ng bakal ay karaniwang na-welded na may sapilitan na pagpasok ng lahat ng mga gilid kasama ang taas ng pader. Upang mabawasan ang sagging sa loob ng tubo, isang anggulo ng pagkahilig ng elektrod na hindi hihigit sa 45 ° na may kaugnayan sa pahalang ay napili. Pinagsamang taas - 2-3 mm, lapad - 6-8 mm. Kapag hinang na may isang overlap, ang taas ng seam ay tungkol sa 3 mm, at ang lapad ay 6-8 mm.
Bago simulang i-welding ang tubo gamit ang electric welding, nagsasagawa kami ng gawaing paghahanda:
- Malinis naming nililinis ang bahagi.
- Kung ang mga dulo ng tubo ay deformed, gupitin o ituwid ang mga ito.
- Nililinis namin ang mga gilid. Nililinis namin ang hindi bababa sa 10 mm ng panlabas at panloob na mga eroplano na katabi ng mga gilid ng tubo sa isang metal na ningning.
Ngayon ay maaari mo nang simulan ang hinang. Patuloy na pinoproseso ang lahat ng mga kasukasuan, hanggang sa kumpletuhin ang hinang. Ang mga swivel at non-swivel joint ng mga tubo na may lapad ng pader hanggang sa 6 mm ay ginawa sa hindi bababa sa 2 mga layer. Sa lapad ng pader na 6-12 mm, tatlong layer ang ginaganap, higit sa 19 mm - apat. Ang kakaibang uri ng hinang ng tubo ay ang bawat tahi na inilapat sa magkasanib na dapat linisin ng slag, pagkatapos nito ay isagawa ang susunod. Ang unang tahi ay ang pinaka-kritikal. Dapat itong ganap na matunaw ang lahat ng mga gilid at blunts. Lalo na itong maingat na napagmasdan para sa mga bitak. Kung sila ay naroroon, sila ay smelted, o sila ay gupitin at ang piraso ay muling hinang.

Ang huling layer ay ginawa hangga't maaari na may isang maayos na paglipat sa base metal
Ang pangalawa at lahat ng kasunod na mga layer ay ginaganap sa pamamagitan ng dahan-dahan na pag-on ng tubo. Ang pagtatapos at simula ng lahat ng mga layer ay dapat na ilipat kaugnay sa nakaraang layer ng 15-30 mm. Ang pangwakas na layer ay ginawa gamit ang isang maayos na paglipat sa base metal at may pantay na ibabaw. Upang mapabuti ang kalidad ng mga welding pipe sa pamamagitan ng electric welding, ang bawat kasunod na layer ay isinasagawa sa kabaligtaran na direksyon na may kaugnayan sa naunang isa, at ang kanilang mga puntos na pagsasara ay kinakailangang mag-staggered.
Ang self-welding ay isang masalimuot na gawain. Gayunpaman, kung nais mo, maaari mo pa rin itong master. Kailangan mong malaman ang pangunahing mga patakaran ng proseso at unti-unting matutunan kung paano maisagawa ang pinakasimpleng ehersisyo. Hindi kailangang magtipid ng oras at pagsisikap upang makabisado ang mga pangunahing kaalaman, na magiging batayan ng master. Kasunod, maaari kang ligtas na magpatuloy sa mas kumplikadong mga diskarte, honing iyong mga kasanayan.
Ang welding ng electric arc ay isang pamamaraan ng pagsali sa mga bahagi ng metal, kung saan ang mga bahagi na sasali ay natunaw ng isang arc debit sa zone ng kanilang contact, na sinusundan ng solidification at pagbuo ng isang permanenteng koneksyon. Ang mapagkukunan ng init para sa arc welding ay ang welding arc - isang electric stable na paglabas sa isang ionized na halo ng mga materyal at gas vapors, nailalarawan ng isang mataas na kasalukuyang density at isang mataas (4500-6000 ° C) na temperatura na lumampas sa natutunaw na punto ng lahat kilalang mga metal.
Istraktura ng hinang arc
Upang lumikha ng isang de-kuryenteng paglabas, isang pare-pareho o alternating boltahe mula sa isang mapagkukunan ng kuryente (welding machine) ay ibinibigay sa welded metal at sa welding electrode. Bilang isang resulta, isang welding arc ang nangyayari sa pagitan ng electrode rod at ng metal. Ang paglaban nito ay lumampas sa paglaban ng elektrod at mga wire, samakatuwid, ang pangunahing bahagi ng thermal enerhiya ay inilabas nang tumpak sa arko.Upang bumuo ng isang arko at mapanatili ang pagkasunog nito, dapat mayroong positibo at negatibong singil na mga maliit na butil - mga electron at ions - sa puwang sa pagitan ng electrode at ng metal na hinang. Ang proseso ng kanilang pagbuo, na tinatawag na ionization, ay isinasagawa sa panahon ng pag-aapoy ng arko at patuloy na pinananatili habang nasusunog ito.
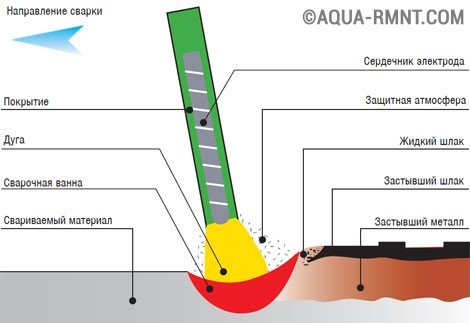
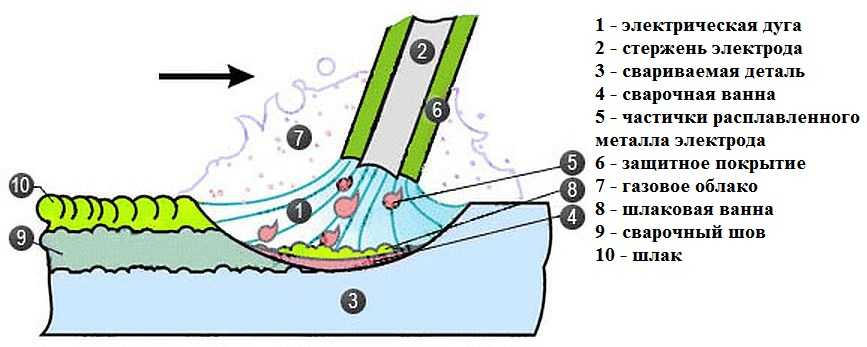
Ang figure sa ibaba ay nagpapakita ng isang diagram ng welding arc at proseso ng pagbuo ng seam. Sa ilalim ng impluwensya ng mataas na temperatura ng arko (1), ang elektrod (2), ang patong nito (6) at ang metal na hinang (3) natunaw. Sa lugar ng pagkatunaw, isang weld pool (4) ang nabuo, kung saan ang mga patak ng tinunaw na elektrod (5) ay inililipat. Ang natunaw na patong (6) ay bumubuo ng gas cloud (7) at isang slag bath (8), na pinoprotektahan ang metal mula sa mga epekto ng oxygen at nitrogen. Habang sumusulong ang elektrod, ang metal ay lumalamig at nag-crystallize, na bumubuo ng isang hinang (9) na may isang slag crust (10) sa ibabaw.
![]()
Mga kinakailangang sangkap para sa electric welding
Upang makapag-welding ng metal sa pamamagitan ng electric welding, dapat mayroon kang:- pinagmulan ng kuryente (welding machine);
- mga naubos na hinang (hal. electrodes) na angkop para sa metal na hinangin;
- proteksiyon na damit (higit sa lahat proteksiyon mask);
- martilyo at metal na brush upang alisin ang slag.
Bago magsimulang magtrabaho kasama ang welding machine, kinakailangan upang linisin ang hinang metal mula sa mga banyagang sangkap at mga kontaminant - langis, pintura, kalawang, sukat, atbp. Ang kanilang pagkakaroon sa metal ay humahantong sa isang paglabag sa pagkakapareho ng seam at ng pagbuo ng pores. Ang paglilinis ay tapos na sa anumang naaangkop na mga tool at materyales - isang wire brush, isang martilyo, basahan na may solvent (halimbawa, gasolina). Ang matigas na dumi ay maaaring magamot ng isang gas torch flame (blowtorch) na susundan ng brushing.
Mga uri ng welded joint
Ang iba't ibang mga uri ng magkasanib na hinang ay ginagamit sa hinang. Mayroong medyo ilan sa mga ito, mga puwit lamang ang makilala ang 32 uri. Gayunpaman, mayroon lamang apat na pangunahing: puwit (1), sulok (2), katangan (3), magkakapatong (4). Sa sulok at mga T-joint, ang mga gilid ay maaaring konektado sa anumang anggulo sa bawat isa.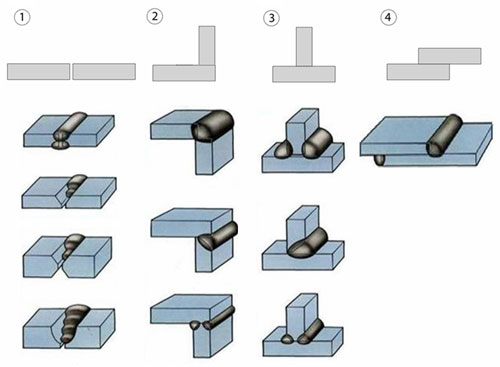
Sa pamamagitan ng isang kapal ng metal na higit sa 3 mm, inirerekumenda na i-cut ang mga gilid, na nagbibigay-daan sa iyo upang makagawa ng isang seam na tumatakbo sa buong kapal ng metal. Ginagawang posible ng Grooving na magwelding ng maraming mga seam (layer) ng isang maliit na seksyon, binabawasan nito ang mga stress at pagpapapangit at pinapabuti ang istraktura ng pinagsamang magkasanib.
Ang anggulo ng uka ay maaaring magkakaiba - mula 25 hanggang 50 °, depende sa kapal ng metal, ang uri ng magkasanib at mga kinakailangan para sa lakas ng tahi. Sa bahay, kapag nagtatrabaho kasama ng maliliit na bahagi, ang paggupit ay pinakamadaling maisagawa sa isang humahadlang na makina. Kapag nagtatrabaho sa malalaking bahagi, maaari kang gumamit ng isang gas torch. Kung ang paggupit ay hindi maaaring gawin sa anumang kadahilanan, ang kasalukuyang hinang ay nadagdagan upang hinangin ang metal sa buong kapal.
Pagtitipon ng istraktura bago hinang
Ang isang tampok ng isang welded joint ay isang malakas na pagpapapangit ng istraktura. Habang pinalamig, ang seam metal ay "hinihila" ang produkto, sinisira ang hugis nito. Kung ang mga tamang hakbang ay hindi kinuha, ang hugis ng hinang na istraktura ay magiging ibang-iba sa naiplano. Ang mga tamang anggulo ay magiging matalim o mapagmataas, ang kabag ng mga ibabaw ay lalabagin.Ang pagpapapangit ay nakikipaglaban sa isang matibay na pagpupulong at mahigpit na pagkakahawak. Ang mga nakakonektang bahagi ay naayos sa isang tiyak na posisyon gamit ang mga clamp, clamp, kurbatang at iba pang mga aparato. Ngunit kahit na ang isang nakapirming produkto ay maaaring humantong, kung hindi ginawa sa mga kinakailangang lugar na "natigil" - maikling mga tahi ng isang maliit na seksyon sa iba't ibang mga lugar ng istraktura. Ang huli ay dapat na nakaposisyon sa isang paraan na ang mga stress ng seams ay kapwa binabayaran. Sa mga kasukasuan ng puwit, halimbawa, ang mga clamp ay ginawa mula sa iba't ibang panig ng bahagi.
Polarity ng koneksyon
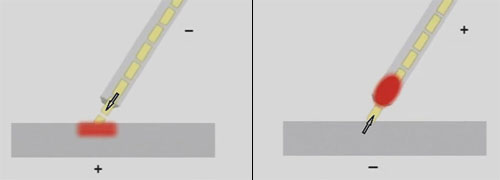
Ang pagtatrabaho sa isang DC welding machine ay nagbibigay ng isang karagdagang pagkakataon upang makontrol ang welding mode sa pamamagitan ng pagpapalit ng koneksyon ng cable ng may-ari (electrode) at ang "mass" (material) clamp. Sa normal na mode, ang elektrod ay konektado sa minus terminal, at ang materyal sa plus terminal. Ang koneksyon na ito ay tinatawag na "straight polarity" at nagbibigay ng mas mahusay na pag-init ng hinang materyal, na kung saan ay eksakto kung ano ang kinakailangan sa karamihan ng mga kaso dahil sa kalakhan ng huli.Ang pisikal na likas na katangian ng isang mas malakas na pag-init ng isang metal na may isang "tuwid" na polarity ay ang daloy ng mga electron, na kung saan ay isang de-kuryenteng kasalukuyang, ay lumilipat mula sa "minus" hanggang sa "plus", mula sa katod patungo sa anode (sa kasong ito, sa metal na hinangin), inililipat dito ang lakas ng paggalaw at pag-init nito bilang karagdagan sa pagpainit mula sa isang electric arc.
Minsan kinakailangan na mabawasan ang pag-init ng metal - kapag hinang ang mga manipis na pader na materyal (upang maiwasan ang pagkasunog) o mga steels ng haluang metal (upang maiwasan ang pagkasunog ng mga elemento ng haluang metal). Sa kasong ito, ginagamit ang reverse polarity, na kumokonekta sa elektrod sa "+" at ang materyal na dapat na welded sa "-". Sa kasong ito, binabago ng daloy ng mga electron ang direksyon nito at pinapainit hindi ang metal, ngunit ang elektrod.
Sa pagtatalaga ng ilang mga electrode mayroong isang pahiwatig ng polarity ng koneksyon, na dapat sundin. Ngunit, sa kakanyahan, ang anumang elektrod ay maaaring gumana sa iba't ibang mga polarities, maliban kung ang kalidad ng hinang ay magkakaiba. Kung ang "katutubong" polarity ng elektrod ay hindi kilala, kailangan mong gumana kasama nito, binabago ito, kalaunan ay pinili ang isa na nagbibigay ng pinakamahusay na kalidad ng hinang.
Pinahiran na teknolohiyang hinang bakal na elektrod
Ang tanong - kung paano malaman kung paano magluto gamit ang electric welding - ay may isang sagot lamang - pagsasanay. Hindi ka maaaring maging isang welding master sa pamamagitan lamang ng pag-aaral ng teorya. Gayunpaman, bago simulan ang praktikal na gawain, kapaki-pakinabang upang pamilyar sa mga pundasyong teoretikal.Pag-aapoy ng arc... Ang isang arko ay maaaring lumitaw alinman sa kaganapan ng isang gas (air) pagkasira, o bilang isang resulta ng contact ng electrodes sa kanilang kasunod na pag-atras sa isang distansya ng ilang mga millimeter. Ang unang pamamaraan (pagkasira ng hangin) ay posible lamang sa mataas na boltahe, halimbawa, sa isang boltahe na 1000V at isang puwang sa pagitan ng mga electrode ng 1 mm. Ang pamamaraang ito ng pag-akit sa arko ay karaniwang hindi ginagamit dahil sa panganib ng mataas na boltahe. Kapag ang arc ay ibinibigay na may isang mataas na boltahe (higit sa 3000V) at mataas na dalas (150-250 kHz) kasalukuyang, ang air breakdown ay maaaring makuha ng isang puwang sa pagitan ng electrode at ng bahagi hanggang sa 10 mm. Ang pamamaraang ito ng arc ignition ay hindi gaanong mapanganib para sa welder at madalas na ginagamit.
Ang pangalawang pamamaraan ng pag-aapoy ng arko ay nangangailangan ng isang potensyal na pagkakaiba sa pagitan ng elektrod at ng produktong 40-60V, samakatuwid ito ay madalas na ginagamit. Kapag hinawakan ng elektrod ang workpiece, nilikha ang isang closed circuit ng hinang. Sa sandaling ito kapag ang elektrod ay tinanggal mula sa produkto, ang mga electron, na nasa lugar ng katod na pinainit mula sa isang maikling circuit, tumanggal mula sa mga atomo at electrostatically lumipat sa anode, na bumubuo ng isang electric arc. Mabilis na nagpapatatag ang arko (sa loob ng isang microsecond). Ang mga electron na nag-iiwan ng lugar ng cathode ay nag-ionize ng gas gap at isang kasalukuyang lumilitaw dito.
Ang bilis ng pag-aapoy ng arko ay nakasalalay sa mga katangian ng mapagkukunan ng kuryente, sa kasalukuyang lakas sa sandaling makipag-ugnay sa elektrod sa produkto, sa oras ng kanilang contact, sa komposisyon ng gas gap. Ang bilis ng nakakaakit na arko ay naiimpluwensyahan, una sa lahat, ng halaga. Ang mas mataas na kasalukuyang halaga (para sa parehong diameter ng elektrod), mas malaki ang nagiging cross-seksyon ng lugar ng katod at mas mataas ang kasalukuyang nasa simula ng pag-aapoy ng arko. Ang malaking kasalukuyang elektron ay magdudulot ng mabilis na ionization at paglipat sa isang matatag na arc debit.
Na may pagbawas sa diameter ng electrode (ibig sabihin, na may pagtaas sa kasalukuyang density), ang oras ng paglipat sa isang matatag na arc arc ay karagdagang nabawasan.
Ang bilis ng pag-aapoy ng arko ay naiimpluwensyahan din ng polarity at ang uri ng kasalukuyang. Sa direktang kasalukuyang at baligtad na polarity (ibig sabihin, ang plus ng kasalukuyang mapagkukunan ay konektado sa elektrod), ang bilis ng nakakaakit na arc ay mas mataas kaysa sa alternating kasalukuyang. Para sa alternating kasalukuyang, ang boltahe ng pag-aapoy ay dapat na hindi bababa sa 50-55V, para sa direktang kasalukuyang - hindi bababa sa 30-35V.
Ang paulit-ulit na pag-aapoy ng welding arc pagkatapos ng pagkalipol nito dahil sa maikling circuit ng mga patak ng electrode metal ay kusang magaganap kung ang temperatura ng pagtatapos ng elektrod ay sapat na mataas.
Ang pinaka-maginhawang paraan upang sunugin ang arko ay upang hampasin ang dulo ng elektrod laban sa metal. Sa paggalaw na ito, lumitaw ang isang arko at nagsimulang matunaw ang patong. Sa kasong ito, walang nananatili ang elektrod. Upang hindi maiiwan ang mga bakas sa purong metal, kailangan mong mag-gasgas sa linya ng hinaharap na seam, ilipat ang elektrod sa simula nito.
Kung mayroong isang pag-agos sa dulo, dapat itong itumba sa pamamagitan ng pagbagsak ng elektrod sa metal - mas mabuti sa isa kung saan ang "masa" ay hindi konektado, kung hindi man ang elektrod ay maaaring dumikit. Kung ang dulo ng elektrod ay labis na nakalantad, upang maiwasan ang pagdikit, kailangan nilang hampasin ng maraming beses upang matunaw ang nakalantad na metal.

Ang pagpili ng diameter ng elektrod at ang lakas ng kasalukuyang hinang... Ang lapad ng elektrod at ang kasalukuyang lakas ay napili, una sa lahat, isinasaalang-alang ang kapal ng metal na dapat na hinang. Para sa paunang pagpipilian ng diameter ng electrode at kasalukuyang, maaari mong gamitin ang sumusunod na talahanayan, ang mga halagang tumutugma sa mas mababang tahi.
Ang kasalukuyang hinang ay ipinahiwatig din sa mga katangian ng electrode sa packaging nito.
Kapag gumaganap ng mga hinang sa mga posisyon ng patayo at overhead, ginagamit ang mga electrode na may diameter na hindi hihigit sa 4 mm. Kung mayroong isang uka o kinakailangan upang hinangin ang agwat sa pagitan ng mga bahagi, kung gayon ang ugat na pinagtahian ay maaaring gawin gamit ang isang elektrod ng isang mas maliit na diameter - 2.5-3 mm.

Ang tinatayang halaga ng patuloy na kasalukuyang hinang ay maaaring kalkulahin gamit ang formula na I = K d, kung saan Ako- kasalukuyang lakas, SA- koepisyent, d ay ang diameter ng elektrod. Coefficient SA ay pinili depende sa diameter ng electrode.
Pinapayagan ka ng pagkalkula na ito upang matukoy ang kasalukuyang halaga para sa ilalim na tahi kapag hinang na may direktang kasalukuyang. Kapag nagbago ang mga kundisyong ito, dapat baguhin ang formula:
- Kung mayroong isang patayong seam upang pakuluan, ang isang factor ng pagwawasto na 0.9 ay dapat na ipasok sa pormula. Bilang isang resulta, ang pormula ay kukuha ng form na I = 0.9 K d.
- Kapag gumagawa ng isang pinagsamang kisame, ang halaga ng kadahilanan ng pagwawasto ay dapat na mabawasan sa 0.8 (I = 0.8 K d). Papayagan ka nitong makakuha ng isang mas maliit na dami ng tinunaw na metal at mas mabilis na pagkikristal.
- Kapag hinang sa alternating kasalukuyang, ang halaga ng kasalukuyang hinang ay dapat na tumaas ng 10-15A.
Ang pinakamainam na kasalukuyang halaga ay dapat mapili sa panahon ng pagpapatakbo, nakasalalay sa mga tukoy na kundisyon.
Kung ang isang welding transpormer o rectifier ay ginagamit bilang isang mapagkukunan ng kuryente, ang aktwal na kasalukuyang lakas ay maaaring magkakaiba sa naitakda sa makina kapag nagbago ang supply boltahe. Kung mababa ito (sa gabi, halimbawa), ang aktwal na kasalukuyang hinang ay mas mababa kaysa sa halagang ipinahiwatig ng switch ng toggle.
Teknolohiya ng hinang
Para maganap ang isang electric arc, kailangan ng dalawang elemento ng conductive na may kabaligtaran na singil. Ang isa ay isang piraso ng metal at ang isa ay isang elektrod.
Ang mga electrode, na ginagamit para sa manu-manong electric arc welding, ay isang metal core na natatakpan ng isang espesyal na proteksiyon na compound. Mayroon ding mga graphite at carbon non-metallic welding electrode, ngunit ginagamit ang mga ito para sa espesyal na trabaho at halos hindi ito madaling magamit para sa isang novice welder.
Kapag ang elektrod at metal, na may magkakaibang mga polarity, hawakan, isang electric arc ang nangyayari. Matapos ang hitsura nito, sa lugar kung saan ito nakadirekta, ang metal ng bahagi ay nagsisimulang matunaw. Sa parehong oras, natutunaw ang metal ng electrode rod, na inililipat ng electric arc sa natutunaw na lugar: ang hinang pool.
Paano nabuo ang isang weld pool. Nang hindi nauunawaan ang prosesong ito, hindi mo maintindihan kung paano magluto ng metal nang tama (Upang madagdagan ang laki ng larawan, mag-right click dito)
Sa proseso, ang proteksiyon na patong ay nasusunog din, bahagyang natutunaw, bahagyang sumisingaw at naglalabas ng isang tiyak na halaga ng mga maliwanag na gas. Napapalibutan ng mga gas ang weld pool, pinoprotektahan ang metal mula sa pakikipag-ugnay sa oxygen. Ang kanilang komposisyon ay nakasalalay sa uri ng proteksiyon na patong. Sinasaklaw din ng tinunaw na slag ang metal, tumutulong na mapanatili ang temperatura nito. Upang maayos na magwelding, kinakailangan upang matiyak na ang slag ay sumasakop sa weld pool.
Ang hinang ay nakuha sa pamamagitan ng paglipat ng paliguan. At gumagalaw ito kapag gumalaw ang elektrod. Ito ang buong lihim ng hinang: kailangan mong ilipat ang elektrod sa isang tiyak na bilis. Mahalaga rin ito, depende sa kinakailangang uri ng koneksyon, upang piliin nang tama ang anggulo ng pagkahilig at kasalukuyang mga parameter.
Tulad ng paglamig ng metal, nabubuo dito ang isang slag crust - ang resulta ng pagkasunog ng mga gas na proteksiyon. Pinoprotektahan din nito ang metal mula sa pakikipag-ugnay sa oxygen sa hangin. Pagkatapos ng paglamig ito ay martilyo ng martilyo. Sa kasong ito, lumilipad ang mga maiinit na fragment, samakatuwid kinakailangan ang proteksyon sa mata (magsuot ng mga espesyal na baso).
Paano magwelding ng tama ang metal
Ang pag-aaral kung paano hawakan nang maayos ang elektrod at ilipat ang paliguan ay hindi sapat para sa isang mahusay na resulta. Kailangan mong malaman ang ilan sa mga subtleties ng pag-uugali ng mga metal na sumali. At ang kakaibang kakaiba ay nakasalalay sa ang katunayan na ang seam ay "hinihila" ang mga detalye, dahil kung saan maaari silang madulas. Bilang isang resulta, ang hugis ng produkto ay maaaring maging ibang-iba mula sa inilaan.
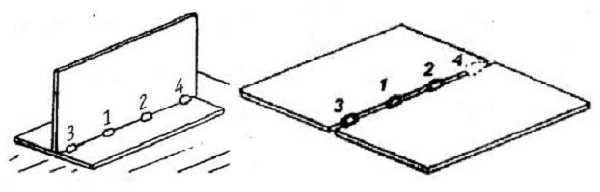
Teknikal na teknolohiya ng hinang: bago simulan ang tahi, ang mga bahagi ay konektado sa mga tacks - maikling mga tahi na matatagpuan sa layo na 80-250 mm mula sa bawat isa
Samakatuwid, bago magtrabaho, ang mga bahagi ay naayos na may clamp, kurbatang at iba pang mga aparato. Bilang karagdagan, ang mga potholders ay ginawa - maikling mga nakahalang seams, inilatag pagkatapos ng ilang sampu-sampung sentimo. Pinagsama nila ang mga bahagi, na binibigyan ang hugis ng produkto. Kapag hinang ang mga kasukasuan, inilalapat ang mga ito sa magkabilang panig: ito ay kung paano mababayaran ang mga nagresultang stress. Pagkatapos lamang ng tahimik na mga hakbang sa paghahanda simulan ang hinang.
Paano pumili ng kasalukuyang hinang
Imposibleng malaman kung paano magluto gamit ang electric welding kung hindi mo alam kung paano itakda ang kasalukuyang. Ito ay nakasalalay sa kapal ng mga bahagi na hinangin at ang mga ginamit na electrode. Ang kanilang pagtitiwala ay ipinakita sa talahanayan.
Ngunit sa manu-manong electric arc welding, lahat ay magkakaugnay. Halimbawa, ang boltahe ay bumaba sa network. Ang inverter ay hindi maaaring magbigay ng kinakailangang kasalukuyang. Ngunit kahit sa ilalim ng mga kondisyong ito posible na gumana: maaari mong ilipat ang elektrod nang mas mabagal, makamit ang mahusay na pag-init. Kung hindi ito makakatulong, baguhin ang uri ng paggalaw ng elektrod - dumaan sa parehong lugar nang maraming beses. Ang isa pang paraan ay upang maglagay ng isang mas payat na elektrod. Sa pamamagitan ng pagsasama-sama ng lahat ng mga pamamaraang ito, ang isang mahusay na hinang ay maaaring makamit kahit sa ilalim ng mga kundisyong ito.
Ngayon alam mo kung paano magluto sa pamamagitan ng hinang. Ito ay mananatili upang mag-ehersisyo ang mga kasanayan. Pumili ng isang welding machine, bumili ng mga electrode at isang welding mask at simulan ang pagsasanay.
Upang pagsamahin ang impormasyon, panoorin ang video tutorial sa hinang.
Kung nais mong malaman kung paano gumamit ng electric welding, dapat mo munang makuha ang kinakailangang kagamitan, dahil ang electric welding ay isang responsableng negosyo para sa mga nagsisimula. Para sa paggamit sa bahay, ang isang welding machine, kahit isang paunang uri, ay sapat na. Bagaman, ganap na anumang gagawa:
- nagwawasto;
- inverter;
- welding transpormer.
Mabuti kung ang kasalukuyang limitasyon ay lumampas sa 160 amperes. Dapat mo ring makakuha ng mga kagamitang pang-proteksiyon:
- maskara ng manghihinang;
- guwantes sa trabaho;
- damit na gawa sa siksik na materyal (hindi gawa ng tao);
- bota na gawa sa magaspang na katad o tarpaulin;
- isang martilyo;
- metal na brush.
Mula sa pangunahing kagamitan sa kaligtasan, kakailanganin mo lamang ang isang fire extinguisher o kahit isang bucket ng tubig. Kailangan mo ring sundin ang lahat ng pag-iingat kapag gumagamit ng mga de-koryenteng kasangkapan.

Upang malaman kung paano gumamit ng electric welding, dapat mong tandaan ang isang simpleng panuntunan: ang mga electrode ay dapat mapili na isinasaalang-alang ang kapal ng metal, at ang kasalukuyang lakas ng aparato ay dapat na itakda alinsunod sa uri ng electrode.
Ang pagtatrabaho sa isang welding transpormer, isang kasalukuyang 30-40 amperes ay nakatakda para sa bawat millimeter ng kapal ng metal. Kapag gumagamit ng isang inverter, ang maximum na kasalukuyang para sa isang 3 mm makapal na elektrod ay 80 amperes, dahil sa 100 amperes maaari itong i-cut metal. Sa kaso ng mga electrode ng 2 mm kapal, ang kasalukuyang lakas ay nakatakda sa 20-30 amperes, at kapag nakatakda sa 40 amperes, maaari nitong putulin ang metal.
Bago simulan ang hinang, kailangan mong ihanda ang lugar ng trabaho, pati na rin ang mga workpiece na gagamitin upang magturo ng hinang. Gamit ang isang metal brush o gilingan, linisin ang welding point mula sa kalawang at dumi. Para sa pag-aayos at pagsali sa mga elemento na naisweldo, kailangan mong gumamit ng mga clamp o isang bisyo.

Kailangan mong malaman kung paano gumana sa isang welding machine mula sa isang simpleng - hinang ng mga roller. Upang gawin ito, kailangan mong bumili ng mga electrode na may diameter na 3 mm. Para sa mga nagsisimula, ang ANO-21 o ANO-36, na itinuturing na unibersal at ang pinakamura, ay sapat. Mas mahusay na gumamit ng mga bagong electrode, dahil ang mga dati ay minsan ay mamasa-masa at hindi magagamit.
Ang clamp ng masa ay dapat na nakakabit sa bahagi, at ang elektrod ay dapat na ipasok sa may-ari.
- Kinakailangan na hampasin ang elektrod sa isang bahagi ng metal, tulad ng isang tugma, bahagyang pagbagal. Kung nangyari ang isang arko, dapat itong hawakan sa pamamagitan ng paghawak ng elektrod ng ilang millimeter mula sa ibabaw ng workpiece at dalhin ito sa gilid.
- Ang pag-tap ay ang pangalawang paraan. Kailangan mong i-tap ang dulo ng elektrod sa workpiece at agad itong mapunit, hawak ang arko. Kinakailangan upang himukin ang elektrod kasama ang workpiece, mapanatili ang isang puwang ng 3 hanggang 5 mm.

Maaari mong malaman kung paano magluto gamit ang isang welding machine sa pamamagitan ng unang pag-aaral kung paano tama ang paghimok ng elektrod sa ibabaw ng workpiece. Ang slope ay dapat na tungkol sa 75 degree sa direksyon ng arc. Sa pamamagitan ng pagtatakda ng wastong kasalukuyang halaga, ang arc ay magiging matatag, at ang metal at elektrod ay matutunaw sa parehong oras. Kung ang kasalukuyang masyadong mataas, ang metal ay magsisimulang magsunog at magwisik.
Sinusubukan magluto
Subukang i-welding ang dalawang piraso nang magkasama. Banayadin ang arko at simulang i-slide ang elektrod nang maayos kasama ang seam sa isang 75 degree na anggulo. Sa kasong ito, ang mga paggalaw ng oscillatory na may isang gasuklay ay dapat na isagawa, na parang nagmumula sa metal mula sa bawat workpiece sa welded joint. Kaya't nagtapos ka sa isang makinis at tuluy-tuloy na tahi. Matapos ang cooled ng metal, kailangan mong talunin ang slag gamit ang martilyo.
Ang pangunahing bagay ay upang magsanay, at pagkatapos ang iyong kasanayan ay magsisimulang mapabuti. Sa hinaharap, magagawa mong malaman ang mas kumplikadong mga diskarte sa hinang, tulad ng hinang na patayo o mga overhead seam. Palagi kang makakahanap ng aplikasyon para sa mga nasabing kakayahan sa sambahayan.