Размери за външни трапецовидни нишки 120. Какво е трапецовидна нишка? Използването на трапецовидни нишки
В механизмите, където е необходимо да се преобразува въртенето към транслационното движение. В допълнение към функцията за преобразуване, тази нишка може да издържи на повишени товари. Това е търсен тип резба във важни възли на механизми, машини. Можете да спазвате принципа на работа на тази нишка при завъртане на винтовете, когато въртенето на винта го кара да се движи в линейната посока. Силата, приложена за преобразуване на движението, зависи от ъгъла на профила, стъпките на нишката и материалния материал.
Дял дърворезба от сходство с трапец.
Телефон за комуникация: Whatsapp..
Основните характеристики на нишката трапецовидна
Формата на трапеца се образува чрез ъгъл на профила на конеца. При този тип ъгълът на профила може да е в рамките на 15 - 40 градуса.
В работния процес нишката може да причини прекомерно триене. Този фактор засяга ъгъла на профила, вида на смазочното вещество и използвания материал. Може да се разкрият радиални пропуски в трапецовидни нишки, като нишка в средата на диаметъра.
Трапезоидалната резба е доста проста в производството. В повечето случаи е показан ъгъл на профил от 30 градуса. Качеството на нишката зависи до голяма степен от точността на използвания детайла, както и материала.


Начини за рязане на трапецовидни нишки
Производството на този вид нишка може да бъде разделена на две категории - един нож и три резци.
Като пример, помислете за такова наименование: три × 4 lh - нишката на трапецоидалния, един доход, с диаметър 26 и стъпка 4, оставен.
Gost 9484-81 се използва като основен стандарт.
Профили и конци
(Gost 9484-81)Стандартът се отнася за трапецовидната нишка и поставя профилите и размерите на неговите елементи.
Основен профил
Пример за конвенционалното обозначение на трапецовата една редунка с номинален диаметър 20 mm, етап 4 mm и толерантността на средния диаметър 7E:
TG 20 x 4 -7E
Номинални профили
Външна и вътрешна нишка

h 3 - височината на външния профил на конеца; H 4 - височината на профила на вътрешната нишка; D 3 - вътрешния диаметър на външната нишка; D 4 - външният диаметър на вътрешната нишка; R 1 - радиус на заобмен от върха на външната нишка; R2 е радиусът на усукване в депресията на външната и вътрешната нишка; A C е клирънсът на върха на конеца.

Диаметри и стъпки
Trapezoidal преодоляване на нишката според Gost 24737-81

Предпочитани диаметри и стъпки са посочени в ГОСТ 24738-81. Числени стойности на толеранси за диаметри и стъпала - според ГОСТ 9562-81
Диаметри и стъпки
Trapezoidal мултисопа нишка според Gost 24739-81



Забележки:
1. Предпочитат се стъпки, изолирани от рамката.
2. Стъпките, посочени в скоби, при разработването на нови проекти не се препоръчва.
3. Теми, при които стойността на напредъка е обозначена *, има ъгъл повече от 10 o. За тези нишки е необходимо да се вземат предвид при отклонението на профилната форма.
4. В технически и икономически разумни случаи е позволено да се прилагат други стойности на номиналните диаметри на конеца съгласно ГОСТ 24738-81.
5. Когато избирате диаметър на конеца, трябва да предпочитате първия ред от втория.
Пример за конвенционалното обозначение на трапецовидната мултистепенна резба с номинален диаметър 20 mm, инсулт 8 mm, стъпка от 4 mm и поле за толерантност 8E:
TG 20-8 (P4) - 8E
Същото ляво:
TG 20-8 (P4) LH - 8E
Дължината на люлка, ако тя се различава от дължината на конеца, показват в милиметри в края на обозначението на конеца, например:
TG 20-8 (P4) LH - 8E - 180
Числени стойности на въртящи се дължини, свързани с групи N и L, съгласно ГОСТ 9562-81.
Кацане в резбовата връзка, обозначена с фракцията
TG 20-8 (P4) LH - 8H / 8E - 180
Цифрените стойности на допустимите отклонения на диаметрите D и D1 - според Gost 9562-81.
Цифрови стойности на диаметрите D2, D3 и D2 - според Gost 24739-81.
Използването на трапецовидни нишки
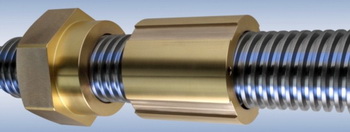
Трапецовидната нишка на винта е шаси нишка, която има относително голяма сила на триене, тя е недегуваща. Предимството за подемни технологии - в положение за почивка не изисква допълнителна фиксация.
Trapezoidal Thread се използва за превръщане на върховното движение към транслационния и използвано преди всичко за действие. Той също така намира използването му като задвижващ винт в стругове или като задвижваща нишка за винтовата преса на таблици или мостове на превозното средство.
Примери за тропезоидални нишки в шпиндел:
Движение на фуражи на машини (например, настройка и винтове);
- движение на манипулатора;
- регулиране на движението върху механизмите за повдигане и мотокари;
- движението на затвора при заключване на машини за формоване;
- движение на преместване върху контейнери за сглобяване;
- Вертикално движение при работа с пресата.
Подобни документи:
ГОСТ 3469-91 - Микроскопи. Нишка за лещи. Размери
Gost 4608-81 - метрична резба. Кацане с напрежение
GOST 5359-77 - Конци за оптични устройства. Профил и размери
Gost 6042-83 - Едисон Кръгъл дърворезба. Профили, размери и гранични размери
Gost 6111-52 - резба на конични инча с ъгъл на профил 60 градуса
Gost 6211-81 - конично дърворезба
ГОСТ 6357-81 - Цилиндрична резба
Gost 8762-75 - нишка с диаметър 40 mm за газови маски и калибър към него. Основни измерения
Gost 9000-81 - метрична резба за диаметри по-малко от 1 mm. Допустими отклонения
ГОСТ 9484-81 - Трапезидна резба. Профили
ГОСТ 9562-81 - Трапецовиден един доход. Допустими отклонения
GOST 9909-81 - резбарски конични клапани и газове за газове
Gost 10177-82 - конец, упорит. Профил и основни размери
Gost 11708-82 - Тема. Условия и дефиниции
Gost 11709-81 - метрична резба за пластмасови детайли
Gost 13535-87 - устойчива на резба подсилена 45 градуса
ГОСТ 13536-68 - Кръгла нишка за санитарни фитинги. Профил, основни размери, допустими отклонения
ГОСТ 16093-2004 - Метрична резба. Допустими отклонения Кацане с празнина
Gost 16967-81 - метрична резба за създаване на инструменти. Диаметри и стъпки
Gost 24737-81 - нишката на трапецовидния един доход. Основни измерения
Gost 24739-81 - трапецовидна многодневна нишка
Gost 25096-82 - Thread stubborn. Допустими отклонения
ГОСТ 25229-82 - Метрична конична резба
Gost 28487-90 - дърворезба конична кърпа за елементи на тренировъчни колони. Профил. Размери. Допустими отклонения
ГОСТ 9484 - 81
Трапецовидна нишка Той има профил с ъгъл от 30 °. Тежка резба. Измерени в милиметри.
Трапецовидна нишка Използва се в възлите на механизмите за трансформиране на върховното движение към транслацията, например: винтове за задвижване, захранващи винтове, повдигащи винтове и др. Темите от този тип могат да издържат на значителни товари.
Трапецовидна нишка обозначени с писма Тройник - Английски Трапецовиден:
- TR 28 × 5 - диаметър 28mm стъпка 5 мм
- TR 28 × 5 lh - диаметър 28mm стъпка 5 мм нишка ляво
- TR 20 × 8 (P4) - диаметър 20 mm, стъпка 4 mm и инсулт 8 mm многократен резба
- TR 20 × 8 (P4) LH - Диаметър 20 mm, стъпка 4 mm и инсулт 8 mm Множество нишка ляво
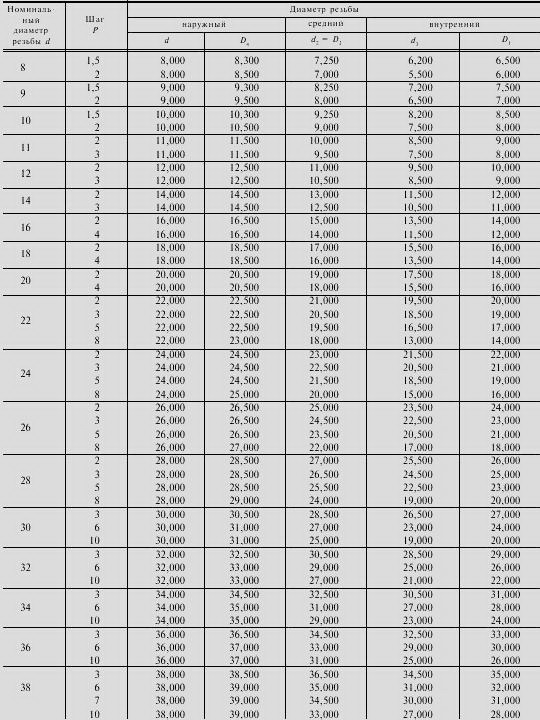
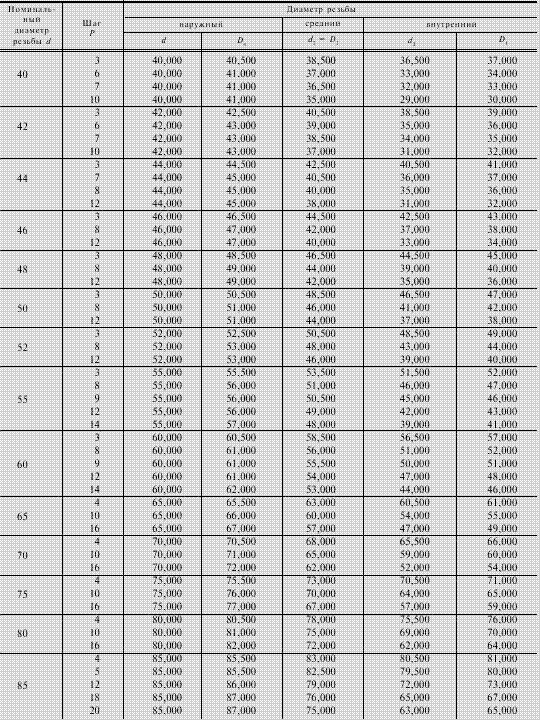
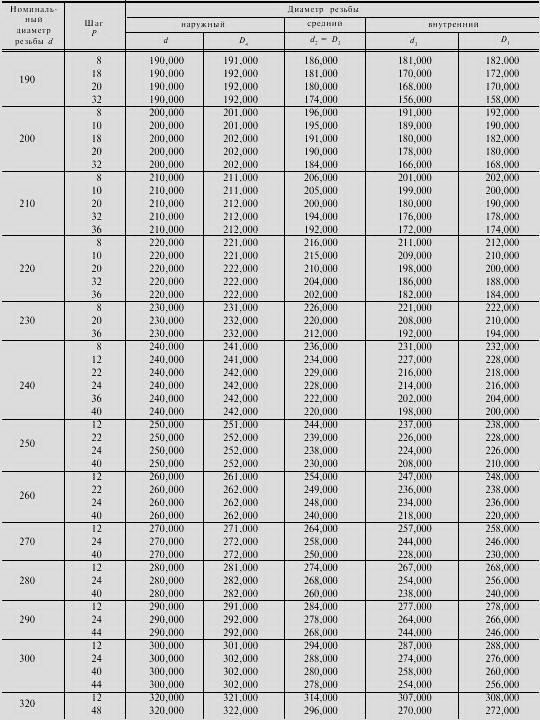
д. - външен диаметър на резбата (винт)
Д. - външен диаметър на вътрешната нишка (ядки)
d 2. - Средна външна диаметър на резбата
D 2. - Среден диаметър на вътрешната нишка
d 1. - вътрешен диаметър на външната нишка
D 1. - вътрешен диаметър на вътрешната нишка
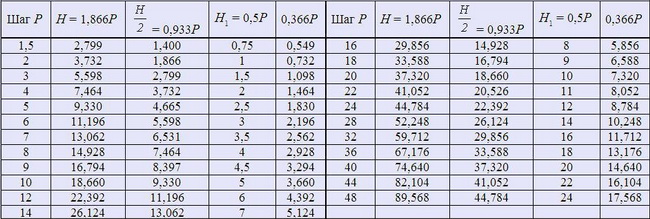
Пс. - Тема
Х. - Височина на триъгълника на източника
H 1. - Работен профил Височина
| Трапецовидна нишка | |||
| Диаметрите на резбата D. | Стъпка | ||
|---|---|---|---|
| Ред 1. | Серия 2. | ||
| 10 | 1.5; 2 | ||
| 11 | 2 ; 3 | ||
| 12 | 2; 3 | ||
| 14 | 2; 3 | ||
| 16 | 2; 4 | ||
| 18 | 2; 4 | ||
| 20 | 2; 4 | ||
| 22 | 3; 5 ; 8 | ||
| 24 | 3; 5 ; 8 | ||
| 26 | 3; 5 ; 8 | ||
| 28 | 3; 5 ; 8 | ||
| 30 | 3; 6 ; 10 | ||
| 32 | 3; 6 ; 10 | ||
| 34 | 3; 6 ; 10 | ||
| 36 | 3; 6 ; 10 | ||
| 38 | 3; 7 ; 10 | ||
| 40 | 3; 7 ; 10 | ||
| 42 | 3; 7 ; 10 | ||
| 44 | 3; 7 ; 12 | ||
| 46 | 3; 8 ; 12 | ||
| 48 | 3; 8 ; 12 | ||
| 50 | 3; 8 ; 12 | ||
| 52 | 3; 8 ; 12 | ||
| 55 | 3; 9 ; 14 | ||
| 60 | 3; 9 ; 14 | ||
| 65 | 4; 10 ; 16 | ||
| 70 | 4; 10 ; 16 | ||
| 75 | 4; 10 ; 16 | ||
| 80 | 4; 10 ; 16 | ||
| 85 | 4; 12 ; 18 | ||
| 90 | 4; 12 ; 18 | ||
| 95 | 4; 12 ; 18 | ||
| 100 | 4; 12 ; 20 | ||
| 110 | 4; 12 ; 20 | ||
| 1. При избора на нишка се дава приоритет на първия ред. 2. Предпочита се етап на нишката. |
|||
Основата на експлоатацията на дисковете на много машини, оборудване и механизми е такъв процес, тъй като трансформацията на движението на ротационното движение е транслацията. Според този принцип, като задвижвания на измервателни машини и оборудване, системи за управление на клапаните и клапани, сканиращи маси, роботи и машини.
За да се извърши ефективно преобразуване на ротацията на някои детайли в транслационното движение на частта, която най-често използвана двойка винтови гайка. Такива предавания са продукти с цялостна инженерна употреба и трябва да се отбележи, какви качествено са разработени и произведени, производителността, функционалността и надеждността на това оборудване, компонентите, от които те са до голяма степен зависими.
Поради факта, че прехвърлянето на винта - гайката има повишена гладкост на ангажираността, те са почти напълно мълчаливи при работа. Техният дизайн е сравнително прост, а едно от безспорните предимства е, че тяхната употреба ви позволява да постигнете значителни печалби. И голям, прехвърлянето на винта - гайката от техническа гледна точка не се различава от обичайното съединение с резбаВъпреки това, тъй като те се използват за предаване на движение, те са произведени по такъв начин, че силата на триене в нишката е минимална.

По принцип това може да се постигне чрез използването на правоъгълна нишка, но също така има своите недостатъци. Например, е невъзможно да се отреже на стандартни резбовани машини и в сравнение с трапецовидната резба има много по-ниска сила. Тези фактори водят до факта, че в предавателния винт - рядко се използва гайката правоъгълна резба. Те са най-често срещани трапезидалс голяма, средна и малка стъпка, както и резистентни към нишката.
Най-често в пренасочването на гайка може да се намери трапецовидна нишкас средна стъпка. Неговата, но в малка стъпка се използва, когато е необходимо да се осигури леко движение и с стъпка е голямо - когато устройството се управлява в трудни условия. В допълнение, благодарение на функциите на профила, трапецовидна нишка Тя може успешно да се използва в механизми, изискващи заден ход. Такива нишки са единични и многосерни, надясно и наляво.
Материали, използвани в преносни винта - гайкаОсновните изисквания за тези материали, които се използват при предаването на винтовата гайка, е съпротива, сила и добра обработка. Що се отнася до тези винтове, които не се подлагат на гасене, те са направени от стомани A50., ST50. и ST45.и онези, които са подложени - от стомани 40hg., 40x, U65., U10. Обикновено се правят ядки от бронз Брош-6-6-3. или Brofu-1..
Трапецоидната резба се използва широко за производството на различни винтове, които служат за различно производствено оборудване. Например, за машинни инструменти, повдигащи устройства, преси. Такава дърворезба има вида на равновесителния трапец, докато ъгълът на профила може да има различни стойности: 15, 24, 30, 40 °. В процеса на работа на винта, на който е нарязана трапецовидна нишка, се появяват сили на триене, причинени от естествено. Това е, поради наличието на лубрикант материал, грапавост на повърхността, както и ъгъла на профила.
Видове нишки
Към днешна дата има такива видове:
- Метрика. Служи за фиксиране на множество елементи. Условията на рязане са установени в регулаторната документация. Профилът е триъгълник с равностранени ъгли. Този индикатор е 60 °. Винтовете метрични нишки се извършват с малки и големи стъпки. Първият вид се използва за фиксиране на тънкостите елементи, за да се създаде повишена плътност. Този тип достъп може да бъде намерен в точни оптични устройства.
- Коничен. Също така се прави като предишния вид, но обрат е направен на дълбочина 0,8 mm.
- Инч. Към днешна дата няма регулаторен документ, в който ще бъдат посочени размерите на нишката. Инчов резба се използва при поправка на различно оборудване. Като правило, това са стари устройства и устройства. Неговите основни показатели са външната димера и стъпка.
- Тръбна цилиндрична. Този вид е уравнителен триъгълник, чиято по-висок ъгъл е 55 °. Такава вътрешна нишка се използва за свързване на тръбопроводи, както и части от тънък лист. Препоръчва се, когато са представени специфични изисквания за стягане на връзката.
- Тръбата conical. Вътрешната нишка трябва да отговаря на всички изисквания на регулаторните документи. Размерите са напълно стандартизирани. Използва се за прикрепване на различни видове тръбопроводи.
- Инат. Този вид представлява неравен трапец, където едната страна е наклонена от 3 °, а другата е 30 °. Първата страна е работник. Определя се профилна форма, както и диаметърът на стъпките регулаторни документи. В съответствие с тях, конецът се извършва с диаметър от 10 до 600 mm и максималната стъпка е 24 mm. Те се използват, когато са необходими повишени усилия за задържане.
- Кръгъл. Профилът на конеца е различни дъги, свързани с прави линии. Ъгълът на профила е 30 °. Този тип нишка се използва за тези съединения, които са засегнати агресивни среди.
- Правоъгълна. Тя не се определя от никакви регулаторни документи. Основното му предимство е високата ефективност. В сравнение с трапецоидните видове, тя е трайна, а също така причинява много неразбираеми моменти в производството му. Основното място на използване е жаковете и различни видове винтове.
- Трапецовид. Той има формата на равновесен трапези с ъгъл на профил от 30 °. Трапезоидалната нишка, размерите на които са фиксирани в документацията, се използва за свързване на различни елементи на производственото оборудване.
Производствени условия
В сравнение с други видове, трапецовидната резба е много по-лесна за производство.

Ето защо по-често се използва в различни сфери. Най-популярен е трапецовиден винт, който има ъгъл на профил от 30 °. Производствената технология е много подобна на тази, която се използва за рязане на правоъгълна нишка. Но все още има значителни различия по отношение на точността и чистотата на производството. Нарязването на трапецовидната нишка не се различава от същата процедура с правоъгълен изглед. В момента има няколко такива начина.
Осъществяване на винт с един нож
Нишката трапецовиден е произведена по този начин:
- приготвят се детайла и каналите за заточване са доставени;
- заточването на ножа се извършва върху специален подготвен модел;
- произвеждат се инсталацията и фиксирането на заторения елемент. Трябва да се намира, така че центровете да съвпадат и имаше паралелни оси на рязане;
- оборудването се включва и се доставя заготовката на режещите нишки;
- готовият елемент се проверява съгласно готовия шаблон.
Рязане с три гума
Този метод е както следва:
- подготвен детайла;
- заточването на три резци се извършва - директен, тесен и профил;
- извършени са инсталиране и закрепване на подготвените елементи. Те могат да бъдат разположени както перпендикулярни и успоредни на оста на конеца. Всичко зависи от ъгъла на наклона.
Общ метод на производство
Тя е в производството, че нарязаната на трапецовидната нишка е по такъв начин:
- работното оборудване се проверява и конфигурира;
- благодарение на режещия фреза, са направени малки вдлъбнатини на винта;
- с помощта на тесен процент, рязане на винтове към определен диаметър;
- с помощта на профилния процент се извършва крайното производство на трапецовидна нишка;
- готата част се проверява според готовите шаблони.
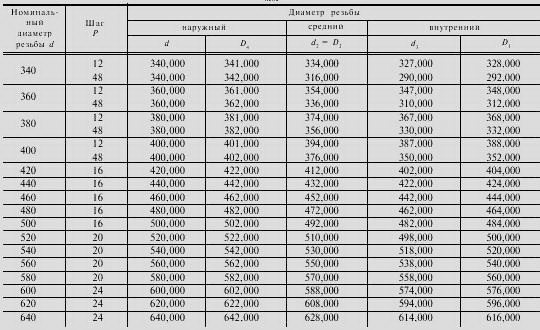
Трапецоидна нишка: размери
Както бе споменато по-рано, този вид нишка има трапецовидна форма, в която ъгълът между страните може да има различни значения. Всички големи размери са определени в съответствие с ГОСТ.

За типа един доход, трапецовидната нишка (размери - GOST 9481-81) има размери и стъпки с различни диаметри - от 10 до 640 mm. В допълнение, тя може да бъде многосима, както и усукана в лявата или дясната страна. Тези показатели се нормализират от GOST 24738-81.
Където се използва
За да функционирате всеки елемент, като машина или механизъм, е необходимо да се изпълни задължително състояние: Ротационните движения трябва да се трансформират в прогресивно.

Този принцип се използва за производство на различни машини, устройства, регулаторни системи, използвани в индустриалната сфера.
Предимства на темата
Ефективността на работата по превръщането на ротационните движения в транслацията се извършва с помощта на гайка и винт. Въпреки факта, че тези подробности изглеждат прости, те изискват грижа, когато ги правят. От тези части е, че производителността и надеждността на не само компонентните елементи, но и цялото работно оборудване зависи от.
Характеристики на мултисопа нишка
За да поставите винта със силните характеристики и да увеличите курса му, използвайте многоволни трапецовидни нишки. В този случай, всички параметри, като височината на конеца, нейният диаметър са абсолютно същите, с едноогаслен образец. Единствената разлика е броят на стъпките на една стъпка. Например, три точки теми имат три пъти повече от стъпката им. Всичко това може да се наблюдава в чертежите.
Нека да дадем пример, така че този вид да стане разбираем за всеки човек. Всички използват конвенционални капаци за консервиране на зеленчуци и плодове. За тяхното откритие е необходимо да се направят минимални усилия. При използване на цилиндри големи диаметри За да влезете в жлебовете на еднопосочната нишка е много по-сложна. Ето защо те използват многопосочен.
Този вид нишка може да се определи визуално, просто погледнете чертежа.

Може да се види колко завои отиват от началото на винта. Няколко нишки се произвеждат от сложни технологии и съответно струват повече.
Други предимства
Трапецоидните съединения имат много положителни качества. Ето защо те се използват в различни производствени индустрии. Най-често срещаната област е машиностроенето. Така че техните предимства включват следното:
- възможност за събиране и разглобяване различни устройства неограничен брой пъти;
- удобен процес на анализиране и монтаж;
- надеждност на резбата;
- лесен производствен процес;
- саморегулиране на силата на компресия;
- производство на части в различни версии.
Недостатъци на връзките
Отрицателните страни на този тип съединения не са толкова много. Един от тях е появата на голямо напрежение в депресията. В допълнение, те не могат да се използват в устройства и механизми, които имат високи вибрации, тъй като винтовете могат да се държат независимо, което не е добър знак.

Ето защо е необходимо това да се следва това и в случай на такава ситуация - да се коригира позицията на винтовете.
Такова качество като цената може да се припише както на положителни, така и на отрицателни партии.

Еднопосочните нишки струват значително по-ниски от многопосочните. Тук всеки избира в съответствие с личните предпочитания. Много дизайнерски организации използват няколко нишки, тъй като те се отличават с надеждност и дълготрайност.
Така че открихме, че той представлява такъв тип съединение като трапецовидна нишка, неговия размер, предимства и недостатъци.
Детайли в машините, механизмите, устройствата, както и устройствата и структурите по какъвто и да е начин са свързани помежду си. Се извършват връзки различни функциии разделени, преди всичко на два вида: подвижни и фиксирани.
Връзката е фиксирана - връзката на части, която осигурява инвариантността на тяхната взаимна позиция при работа. Например, заварени, съединения, използващи скрепителни елементи и т.н. Съединението е подвижно - съединение, в което частите имат възможност за относително движение в работно състояние. Например, назъбена връзка.
Фиксираните и подвижни връзки, от своя страна, са разделени на подвижни и скъпи в зависимост от възможността за демонтиране на връзката.
Връзката е несъобщавана - съединение, което не може да бъде изключено, без да нарушава формата на части или техния свързващ елемент. Например, съединението е заварено, запояване, занитване и др.
Връзката с връзката е съединение, което може да бъде многократно изключено и деинсталирано, без да се деформира нито свързано, нито скрепителни елементи. Например, резбована връзка с болт, винт, клин, ключ, предавка и др.
Тази статия е посветена на прегледа на резбовите съединения, с различни от които трябва да се изправят много често в ежедневието.
Свързване с резба - свързване на части с нишка. Всеки знае каква е дърворезбата му. Много са известни също, че нишките се различават помежду си, тъй като имат различни размери, стъпка и т.н. Въпреки това, не е много, отколкото е регулиран, както и, че има не само метричната резба на цилиндричната форма за нас, но и много други видове.
1. Концепция за нишката
Нишката се нарича повърхност, образувана по време на винтовото движение на плоска верига по цилиндрична или конична повърхност, с други думи, спирала с постоянна стъпка, образувана на тази повърхност.
Фигура 1 - дърворезба
За целите на нишките се разделят на закрепване (в фиксирана връзка) и движение или кинематично (в движещата се връзка). Често закрепващите нишки носят втора функция - уплътнява връзката с резба, осигурявайки своята плътност, такива нишки се наричат \u200b\u200bзакрепване. Все още съществуват специални нишки, които имат специално среща.
В зависимост от формата на повърхността, според която нишката е нарязана, тя може да бъде цилиндрична или конична.
В зависимост от местоположението на повърхността, конецът може да бъде външен (нарязан на пръчката) или вътрешен (нарязан в отвора).
В зависимост от формата на профила, нишката е триъгълна, трапецовидна, правоъгълна, кръгла, специална.
Триъгълната нишка е разделена на метрична, тръбна, конична инча, трапецовидна резба - върху трапецовидна, упорита, упорита подсилена.
Мащабът на стъпката разграничава нишките големи, малки и специални.
По отношение на броя на децата, нишките са разделени на еднократно и мултисопи.
По посока на винтовата линия, конецът е дясно (резбата на резбата се преобръща по посока на часовниковата стрелка) и лявата (резба се отрязва по посока на часовниковата стрелка).
Фигура 2, цялата класификация на нишките е представена под формата на диаграма:

Фигура 2 - Класификация на темите
В допълнение към горната класификация, всички нишки са разделени на две групи: стандартни и нестандартни; В стандартните нишки всичките им параметри се определят от GTOS. Основните параметри на нишката са дефинирани от Gost 11708-82. Това са така наречените стандартни общи нишки. В допълнение към тях, има концепция за специална нишка. Специалните нишки са нишка със стандартен профил, но се различават от стандартни размери Диаметър или стъпки на резбата и нишки с нестандартно профил. Нестандартни нишки - квадратни и правоъгълни - произведени от отделни чертежи, върху които са определени всички параметри на конеца. (Повече в раздел 5. Оперативна цел на нишката и нейното прилагане).
3. Профили и параметри на нишката
Профилите на конеца се характеризират със следните характеристики:
. Метрична резба Той има профил под формата на равностранен триъгълник с ъгъл в горната част на 60 °. Изданията и депресиите на тъсните нишки (Gost 9150-2002).
Метричната резба е цилиндрична и конична.

. тръбна нишка Той има профил под формата на еднакво окован триъгълник с ъгъл в горната част на 55 °. Тръбната нишка може също да бъде цилиндрична и конична.


. конична инчова нишка Той има профил под формата на равностранен триъгълник.

Коничен
. Кръгла нишка Той има профил под формата на полукръг.

. Трапецовидна нишка Той има профил във формата на еднакво трапец с ъгъл от 30 ° между страните.

. Упорита нишка Той има профил не е еднакво трапец с ъгъл на наклона на работната страна на 3 ° и не работи - 30 °.

. Правоъгълна нишка Той има профил под формата на правоъгълник. Дърворезбата не е стандартизирана.

Рязане правоъгълно нестандартно
Параметри на конеца
Основните параметри на конеца се считат за:
Диаметър на резбата (d) - диаметърът на повърхността, върху която ще се образува конецът.

Фигура 3 - външен диаметър
Тежка резба. (P) - разстояние по линията, успоредна на оста на резбата между средните точки на най-близката една и съща страна на страните на профила на конеца, разположен в една аксиална равнина от едната страна на въртящата се ос (GOST 11708-82).
Резба (РН) - относително аксиално детайли на движение с нишка за един оборот (360 °), равна работа NP, където n е броят на нишката. Същата нишка има стъпка, равна на стъпка. Нишката, образувана от движението на един профил, се нарича един доход, оформен от движението на два, три и по-идентични профили, се нарича многозоп (два, три пъти и т.н.). С други думи, на болта и гайката едновременно намалява не една спирала и две или три. Многобройните нишки често се използват при високо прецизно оборудване, например в фотографско оборудване, за уникално позициониране на частите с взаимно въртене. Такава нишка може да се разграничи от обичайното две или три начала на завъртанията на края.

Фигура 4 - стъпка и резба
Нишките се характеризират с три диаметъра: външен d (d), вътрешен D1 (D1) и среда D2 (D2). Външните диаметри на резбата са обозначени с D, D1 и D2 и вътрешни нишки в отвора - D, D1 и D2.

Фигура 5 - диаметри на резбата
- външният (номинален) диаметър d (d) е диаметърът на въображаемия цилиндър, описан около върховете на външната (d) или вътрешната нишка (d). Този диаметър за повечето нишки се определя и влиза в конвенционалната нишка;
- средният диаметър D2 (D2) е диаметърът на оформянето на цилиндъра, което пресича профила на конеца по такъв начин, че сегментите му се образуват при преминаване на жлеба, равен на половината от номиналната стружка;
- вътрешният диаметър D1 (D1,), диаметърът на цилиндъра, включен в депресията на външния (D1) или върховете на вътрешната нишка (D1).
Конструкцията на повърхността на винтовете в чертежа е дълъг и сложен процес, следователно, конецът показва условно, в съответствие с GOST 2.311-68. В съответствие с Gost 2.311-68. Съединената пръчка е изобразена със солидни основни линии по протежение на Външен диаметър и твърди тънки линии - с вътрешен диаметър.

Фигура 6 - Пример за изображение на конеца върху пръчката и в дупката
4. Маркиране на темата
Определянето на нишката обикновено включва азбучен тип нишка и номинален диаметър. Допълнително, етап на нишката (или TPI - нишки на инч - броят на завоите на инч може да бъде даден, броя на отворите за многократна такса, диаметъра на отвора на резбата, посоката (наляво, надясно).
Метрична резба - С стъпка и основни параметри на нишката в милиметри. Той има широко разпространена употреба с номинален диаметър от 1 до 600 mm и стъпка от 0,25 до 6 mm. Метричната резба е основната крещяща нишка. Тази нишка се преодолява, главно вдясно, с голяма или малка стъпка. Определянето на метричната резба включва буквата m и номиналния диаметър на нишката и основната стъпка не означава: m5; M56. За нишки с малка стъпка, допълнително се посочва етап на резбата m5 × 0.5; M56 × 2. В края на легендата левите нишки поставят букви LH, например: M5LH; M56 × 2 lh. Обозначението на нишката също показва класа на точност: M5-6G.

Пример за обозначението:
M 30 - метрична резба с външен диаметър 30 \u200b\u200bmm и голяма скорост на нишката;
M 30 × 1.5 - метрична резба с външен диаметър 30 \u200b\u200bmm, малка стъпка от 1,5 mm.
Въпреки че метричните нишки и не е открила широка употреба в уплътнени съединения, но тази възможност е положена в стандартите. Това е метрично конично и цилиндрично.
Метрична конична дърворезба Извършва се с конус 1:16 и номинален диаметър от 6 до 60 mm според ГОСТ 25229-82 (St Sev 304-76). Предназначен е за самозаявки конични резбовани съединения, както и за съединения от външна конична резба с вътрешни цилиндрични резби, имащи номинален профил съгласно ГОСТ 9150-2002. Определянето на метрична конична резба включва вида на конеца (буквите на MK), номиналния диаметър на конеца, етапа на нишката. В края на условното означение на лявата конец поставете буквите LH.
Пример за обозначението:
MK 30 × 2 ln - ляво метрична конична резба с външен диаметър 30 \u200b\u200bmm, стъпка на нишка е 2 mm.
Метрична цилиндрична резба (с профил) Въз основа на метрична резба (m) с номинален диаметър от 1,6 до 200 mm и ъгъл на профил на върха от 60 °. Неговата основна разлика в винта, който има повишен радиус на нишките на конеца (от 0.15011p до 0.180424p), който дава резбово съединение на базата на цилиндрични метрични нишки. По-високи топлоустойчиви и умора качества. Означава метрични цилиндрични букви на конеца mj, след това отива цифрова стойност Номиналният диаметър на резбата в милиметри, числовата стойност на етапа, средствата за толерантност на средния диаметър и полето на толерантност на диаметъра на издатините.
Вътрешна резба MJ е съвместима с външна резба M със съвпадение на номиналния диаметър и стъпка, т.е. нормален метричен винт може да бъде усукан в гайка с такава нишка.
Пример за обозначението:
MJ6 × 1-4H6H - външна нишка на повърхността на вала с номинален диаметър от 6 mm, 1 mm стъпка, полето на допустимостта на средния диаметър 4 часа и толеранс на диаметъра на издатините 6 часа.
Различия инча нишка От метриката във факта, че ъгълът в горната част на конеца е 55 градуса за британските стандарти на BSW (WW) и BSF или 60 градуса (както в метриката) в американската система (UNC и UNF), и нишката Стъпка се изчислява като съотношение на броя на нишките на завой на инч дължина на резбата. Съвместимите метрични и инчови нишки не са възможни, следователно в страни с метрична система се използват само тръбни нишки.
В инчова нишка всички параметри на конеца се експресират в инчове (най-често се посочват с двоен удар на цифрова стойност, например 3 "\u003d 3 инча), стъпка на нишката в инчове (инч \u003d 2.54 cm). За тръбната нишка, размерът на инчове означава не количеството на конеца, но условният лумен в тръбата, докато външният диаметър всъщност е значително повече. Функцията за пенет е фактът, че той взема предвид дебелината на тръбните стени, които могат да бъдат по-дебели или по-тънки в зависимост от материала на производството и работното налягане, върху което се изчисляват тръбите. Ето защо, стандартът на инч на нишката е ясен и приет в световен мащаб като изключение от метричните правила.
Диаметрите на инчовете не са единственият параметър, който е важен при избора на тръби. Трябва да се има предвид: дълбочината на конеца, стъпката на конеца, външния и вътрешния диаметър, ъгъла на профила на конеца. Заслужава да се отбележи, че стъпката на конеца в този случай не се изчислява в инчове, а дори и в милиметри, а в нишки. Под конеца е нарязаният жлеб. Следователно, изчислението се основава на това колко канали се намаляват на един инча слабо рязане тръба. Да речем, обикновените водни пиперки имат само два вида стъпки на резбата: с 14 нишки, които съответстват на метричната стъпка с 1.8 mm и с 11 нишки - метричната стъпка в 2.31 mm.
Таблица 2 показва основните разлики в "инч" и "тръбни" цилиндрични нишки по отношение на "метричната" нишка за най-често срещаните размери на гореспоменатите нишки.

Нишки, определени * Ако е възможно, да не се прилагат.
Естествено, такива особени стандарти за изчисляване на диаметъра и стъпката само да зададат задача при определяне на желаните стойности. Ето защо бяха разработени таблици за определяне на броя на нишките и диаметрите на тръбите, ако са инчови нишки. Освен това, стойността и стандартът винаги показват върху опаковката. Но все пак данните са приблизителни в природата и никога не трябва да се елиминират чрез евентуална грешка.

* При определяне на размера предпочитанията трябва да се дават на стойностите на реда 1.
Той има профил под формата на еднакво окован триъгълник с ъгъл в горната част на 55 °, върховете и депресиите са закръглени (Gost 6357-81).

Символът на нишката се състои от буквата G, обозначавайки номиналния диаметър на конеца в инчове и класа на точност на средния диаметър. За лявата нишка обозначението се допълва от LH букви.
Пример за обозначението:
G 1 1/2-A - тръбна цилиндрична нишка с размер 1 1/2 ", клас А;
1/4-20 BSP - тръбна цилиндрична резба на тортата съгласно B. S.93 (Англия).
Той има профил, подобен на тръбни цилиндрични нишки. Възможно е да свържете тръби с конична резба (Taper 1:16), с продукти, имащи тръбни цилиндрични нишки Gost 6211-81.

Условното обозначение на нишката се състои от буквите R, размера на номиналния диаметър в инчове. Обозначението RC се използва за тръбни конични вътрешни нишки. Легендата за лявата нишка се допълва от LH букви.
Пример за обозначението:
R1 1/2 - дърворезба коничен външен с размер 1/2 ";
R1 1/2 lh - дърворезба, конично външно;
RC 1/2 - дърворезба конично вътрешно;
BSPT 1 1/2-предишна конична тръбна тръба в съответствие с B. s.93 (Англия).
С ъгъл на профила от 60 ° Gost 6111-52, рязане в конична повърхност с конус 1:16.

Означението се състои от писмото до размера на конеца в инчове с индикация за измерението, нанесено върху рафта на линията на повдигане, както в тръбни нишки. Пример за обозначението:
С 3/4 "според ГОСТ 6111-52. 3/8-18 NPT ANSI / ASME B 1.20.1 (САЩ) Обозначение.
Служи за прехвърляне на движение и усилия. Профилът на трапецовидния конец е равновесен трапец с ъгъл между страната на 30 °. За всеки диаметър, конецът може да бъде еднообразен и многозатор, дясно и ляво Gost 9484-81.
Основните размери, диаметрите, стъпките, допустимите отклонения на еднократната нишка са стандартизирани, съответно, GOST 24737-81, 24738-81, 9562-81. За мултисопа нишка тези параметри са разположени в Gost 24739-81.
Конвенционалното обозначение на Uniful Thread се състои от букви, които диаметърът на номиналната нишка, стъпка, полета за толерантност.
Пример за обозначението:
TH 40 × 6-8E - трапецовидна външна нишка с диаметър 40 mm с стъпка 6 mm; Th 40 × 6-8E-85 - една и съща дължина на усукване от 85 mm;
Той е 40 × 6LH-7N - същото за вътрешната страна.
Цифрената стойност на напредъка се добавя към конвенционалното обозначение на мултидигарната нишка:
TR 20 × 8 (P4) -8E - трапецовидна външна нишка с диаметър 20 mm с курс от 8 mm и стъпка 4 mm.
Той има неравен трапецов профил. Профилните депресии са закръглени, за всеки диаметър има три различни стъпки. Той служи за предаване на движение с големи аксиални товари Gost 10177-82.
Stubborn нишки са обозначени с буквите S, след това показват номиналния диаметър на конеца в милиметри, етапа на нишката (инсулт и стъпка, ако тази нишка е многостранна), посоката на конеца (за дясната нишка не показва За левите букви LH) и класа за точност на конеца.
Пример за обозначението:
S 80 × 10 - упорита нишка с един доход с външен диаметър 80 mm и 10 mm стъпка;
S 80 × 20 (P10) - на тясна резба двупътна с външен диаметър 80 mm, курс от 20 mm и 10 mm.
Специална тема Със стандартен профил, но нестандартни стъпки или диаметър, обозначават: SP M40 × 1.5 - 6G.
Правоъгълна нишка (квадрат). Тема с правоъгълен (или квадрат) нестандартно профил, така че всичките му размери са посочени в чертежа. Използва се за предаване на движението на тежки натоварени движещи се връзки. Обикновено се извършва върху товар и тичащи винтове.
Той има профил, получен чрез сдвояване на два дъга от един радиус. ГОСТ 13536- 68 определя профила, основните размери и допустими отклонения на кръговата нишка. Тази нишка се използва за вретена на клапаните на миксери и тоалетни кранове ГОСТ 19681-94 и водни кранове. Има само един диаметър D \u003d 7 mm и етап p \u003d 2,54 mm.
Пример за обозначението:
CR 7 × 2.54 Gost 13536-68, където 2,54 е етап на нишката в mm, 12 - номинален диаметър на конеца в mm.
Подобен профил има кръгла нишка (но за диаметри от 8 ... 200 мм) под St Sev 3293-81, влезе в действие директно като Държавен стандарт. Нишката се използва за куки с кранове, както и при въздействието на агресивната среда.
Пример за обозначението:
16 - кръгла нишка с външен диаметър 16 mm; RD 16LH - кръгла нишка с диаметър 16 mm, оставен.
5. Оперативно задание на нишката и нейното прилагане
Резбовите съединения са широко разпространени в машиностроенето (в повечето модерни машини, над 60% от всички части имат теми). В оперативни цели се отличават нишки общ и специални, предназначени за свързване на един вид детайли на даден механизъм. Първата група включва теми:
1.) Закрепване - метрични, инч, използвани за свързване на свързани машинни части. Тяхната основна цел - осигуряване на пълна и надеждна връзка части при различни товари и с различни температурен режим В процеса на дългосрочна работа.
2.) Ханто или кинематич - трапецоидал и правоъгълник, използван за задвижване на винтове, машинни апарати и таблици измервателни уреди и т.н. Основната цел на тяхната цел е да осигурят точно движение с най-малкото триене и за правоъгълните нишки, които също изключват самостоятелно доказателство при действието на приложената сила; Упорити (в преси и крикове) и кръг, предназначени за трансформация на движението на въртене в права движение. Те възприемат големи усилия за сравнително ниски скорости на движение. Тяхната основна цел е да се осигури гладкостта на въртенето и високата натоварване (за точни микрометрични устройства се използват метрични нишки с повишена точност). Кръглата нишка се използва широко за водни кранове съгласно Gost 20275-74 и в такива елементи като миксери, кранове, клапани, шпиндели съгласно ГОСТ 19681-94 (фитинги санитарно и техническо пречистване на вода).
3.) Закрепване на закрепване (тръба и армировка) - тръбна цилиндрична и конично метричен инч и конични, използвани за тръбопроводи и подкрепления, тяхната основна цел е да се осигури плътността на съединенията (с изключение на удари) при нисък натиск.
Тръбни цилиндрични нишки съгласно GOST 6357-81 се прилагат върху водоносни тръбичасти за тяхното съединение (съединители, охладители, кръстове и др.), тръбни фитинги (клапани, клапани и др.).
Тръбната конична резба съгласно GOST 6211-81 се използва в тръбни съединения при високо налягане и температури (в клапаните и. \\ T газови цилиндри) Когато се изисква повишена плътност на връзката.
Посочената в втората група, специална тема Тя има специална цел и се прилага в отделни специализирани индустрии. Те включват следното:
1.) метрична тесна нишка - нишка, направена на пръта (на петата) и в дупката (в гнездото) при най-големите гранични размери; Проектиран да образува резбовани връзки с напрежение.
2.) метрична резба с пропуски - Необходима нишка за осигуряване на лесни винтове и дискове на резбовите съединения от части, работещи в високи температуриКогато се създават условия за грабване (сплайсинг) на оксидни филми, които са покрити с повърхността на конеца.
3.) часова резба (метрично) - нишка, използвана в часовниковата промишленост (диаметри от 0.25 до 0.9 mm).
4.) дърворезба за микроскопи - Тема, предназначена да свърже тръба с леща; Той има два размера:
4.1) инч - диаметър 4/5 "" (20,270 mm) и етап 0.705 mm (36 нишки на 1 "");
4.2) метричен диаметър 27 mm, етап 0.75 mm;
5) очна мултисопа нишка - препоръчва се за оптични устройства; Профилът на конеца е равен трапец с ъгъл от 60 °.
Работните изисквания за теми зависят от целта на резбата връзка. Общи положения за всички теми са изискванията за издръжливост и винтове без да се поставят самостоятелно направени части, като същевременно се поддържат оперативните качества на съединенията. Обобщаване накратко, основните използвани работни нишки могат да бъдат показани под формата на следната таблица:

6. Определяне на размера на конеца
Като правило, дърворезбата на различни фитинги изглежда, че това затруднява визуално определянето на вида на конеца. Монтажните нишки се определят чрез измерване на основните параметри с резбован и дебеломер и сравнение на резултатите, получени с таблицата на нишката.

Фигура 7 - Измерване на параметрите на конеца
Има два вида теглички: с марката M 60O - за метрични нишки с ъгъл от 60о и с марката D 55O - за инч и тръбни нишки с ъгъл на профил 55о. На всеки гребен на резба за метрични нишки цифрата показва стъпката на нишката в mm за инчове и тръбни нишки - броя на стъпките с дължина 25.4 mm (1 "\u003d 25.4 mm).
7. Признаци на резба
Основните методи за изработване на теми са:
- рязане с фрези и гребени на стругове;
- рязане с резервоари с умре с режещи глави;
- студено и горещо валцуване с плоски или кръгли роднини;
- фрезоване със специални резки;
- шлифовъчни абразивни кръгове.
Изборът на метода за получаване на нишка зависи от вида на производството на нишките на нейната точност на работния материал и др.

Фигура 8 - Инструменти за рязане на резби
1. Режещи нишки с фрези. С резбовани фрези и гребен токар Машините се нарязват от нишките като външни и вътрешни (вътрешна нишка, започваща с диаметър 12 mm и повече). Методът за рязане на нишки с фрези се характеризира с относително ниска производителност. Следователно, тя се използва главно в малкия сектор и индивидуално производство, както и създаването на точни винтове на винтове и т.н. Предимството на този метод е Простота на режещия инструмент и относително високата точност на получената нишка.
2. Изрязване на нишките с умира и връзки. Заровете сами конструктивни функции Те са разделени в кръг и плъзгащи се. Кръгли матрици, нанесени върху монтажните заготовки и други произведения, са предназначени за рязане на външната нишка с диаметър до 52 mm в един проход. За по-голяма нишка умира се използват за специален дизайн, който всъщност служи само за премахване на конеца след предварително рязане с други инструменти. Плъзгащите умила се състоят от две половини постепенно се събират в процеса на рязане. Кранът е стоманена прът с нишки, разделени чрез надлъжни прави или винтови жлебове, образуващи режещи ръбове. Същите жлебове служат за излизане от чипове. Чрез метода на използване, крановете са разделени на ръчно и машина.
3. Счетоводна нишка. Главен индустриален метод Осъществяване на теми в момента на специални резбовани машини. Детайлите се затягат в порок. В този случай, с голямо представяне, тя осигурява висококачествени продукти (размери и грубост на повърхността). Процесът на преобръщане на конеца е да се създаде нишка на повърхността на частта, без да се отстранят чиповете, дължащи се на пластмасовата деформация на повърхността на обработената част. Схематично, изглежда така. Частта се търкаля между две плоски умират или цилиндрични ролки, имащи профил на конеца и на пръчката е притиснат конец от същия профил. Най-големият диаметър подвижен резба 25 mm най-малък 1 mm; Дължината на подвижната резба е 60 ... 80 mm.
4. Шофиране на нишка. Фрезирането на открито и вътрешните нишки се извършват върху специални резбовани машини. В този случай, въртящата се гребен фреза на фреза по време на радиална храна се разбива в тялото на частта и фрезоване на конеца на повърхността му. Периодично има аксиално движение на частта или ножовете от специална копирна машина чрез равни скорости на нишката по време на една части на частта.
5. Шлифоване на точни теми. Шлайфане като начин за създаване на резба се използва главно за получаване на точни нишки върху относително къси части на резба, например задръствания с резба - резба, и т.н. Същността на процеса е това шлифовъчни колела Разположен на части под ъгъл на повдигане на конеца с бързо въртене и с едновременно бавно въртене, частите с храна по оста на количеството на стъпката на нишката в един завой се нарязват (оценява) част от повърхността на частта . В зависимост от дизайна на машината и редица други фактори, дърворезбата е полирана за два или четири и повече проход.
8. Видове чужди нишки
Светът използва няколко заслужени уважавани стандарти на страни като Обединеното кралство (BS), Германия (DIN), Франция (НФ), Япония (JIS), САЩ (UNC). Основните причини за различията им между тях са традиционно различни системи мерки и начини за задаване на размера на нишките различни страни както и специален обхват на темите. Въпреки това, през изминалия век, Metric Standard ISO - Международната организация за стандартизация (Международната организация за стандартизация) силно одобри позицията си в света, която от своя страна допринесе за взаимното разбиране на техническите специалисти.
Най-често срещаните типове чужди нишки включват:
- Метрик ISO.
- Корк нишка (конец за витрина)
- Traplecledal Thread.
- Кръгла нишка
- Упорита нишка
Представената обобщена таблица описва кореспонденцията на повече от двадесет вида нишки (сортиране с общо масло и газ) и се отнася до регулаторни и технически документи от вътрешни и чуждестранни регулаторни документи тази сфера. 




Тъй като горната таблица 8 дава само обща идея за изобилие от различни типове Нишки и регулиране на техните документи голямо количество данни не позволява напълно да се сравняват и сравняват нишките на вътрешните и чуждестранните стандарти различни видове Триъгълни нишки, които по-често се срещат в общо инженерство.

и съединители за тях. Технически условия »
OST NKTP 1260 "резба с ъгъл от 55 градуса профил"